-
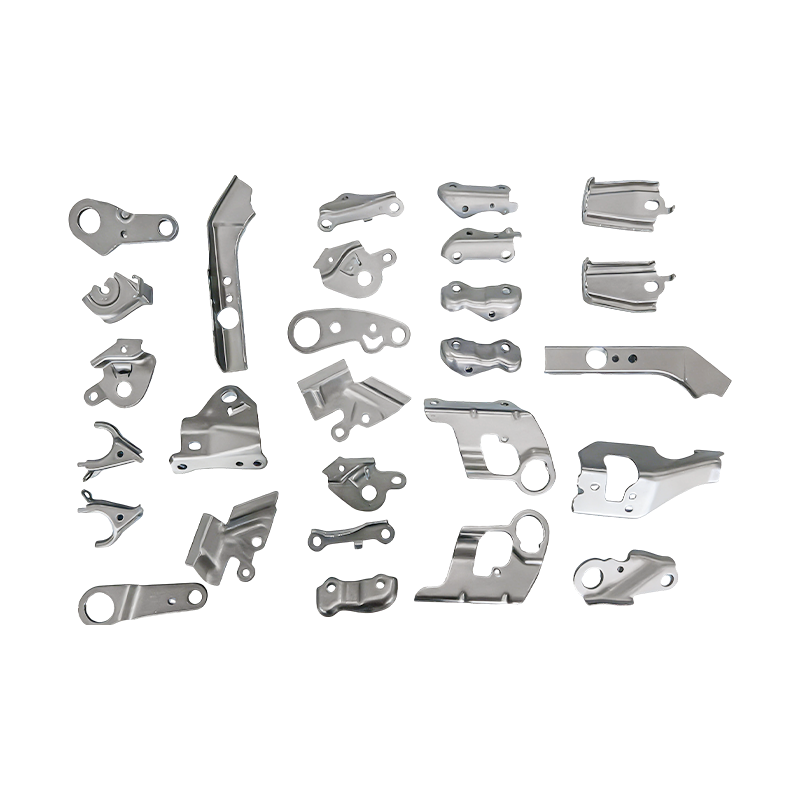
Partes automotivae parvae partes progressivae moriuntur partes terunt
Nostrae partes parvae automotivae partes gradiv...
-
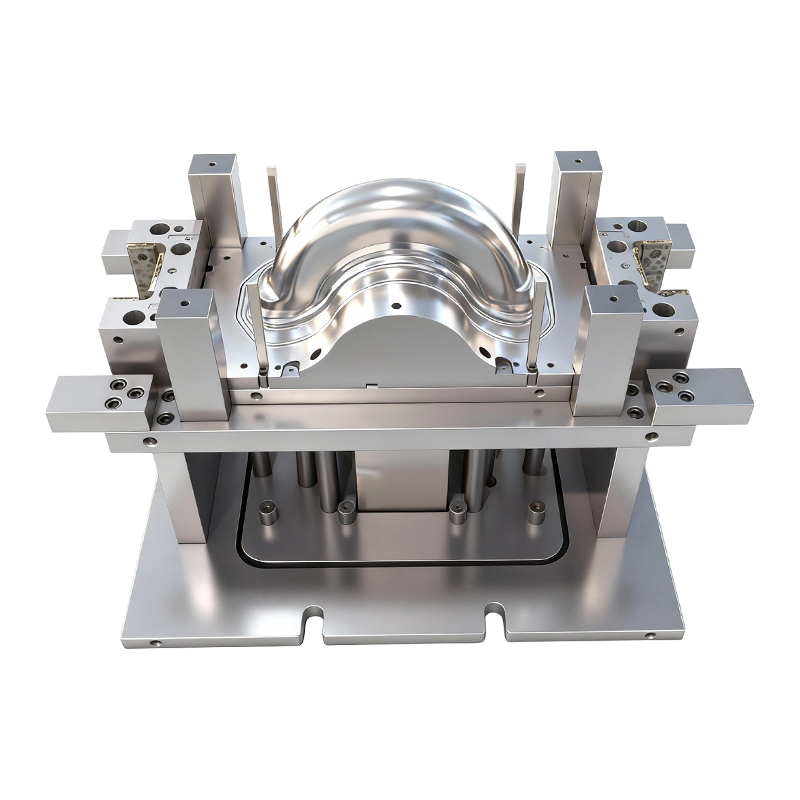
Alta trahens formam pronao et postico rotarum duarum rotatorum electrica vehiculis
Alta haec forma trahens pro rotis anterioribus ...
-
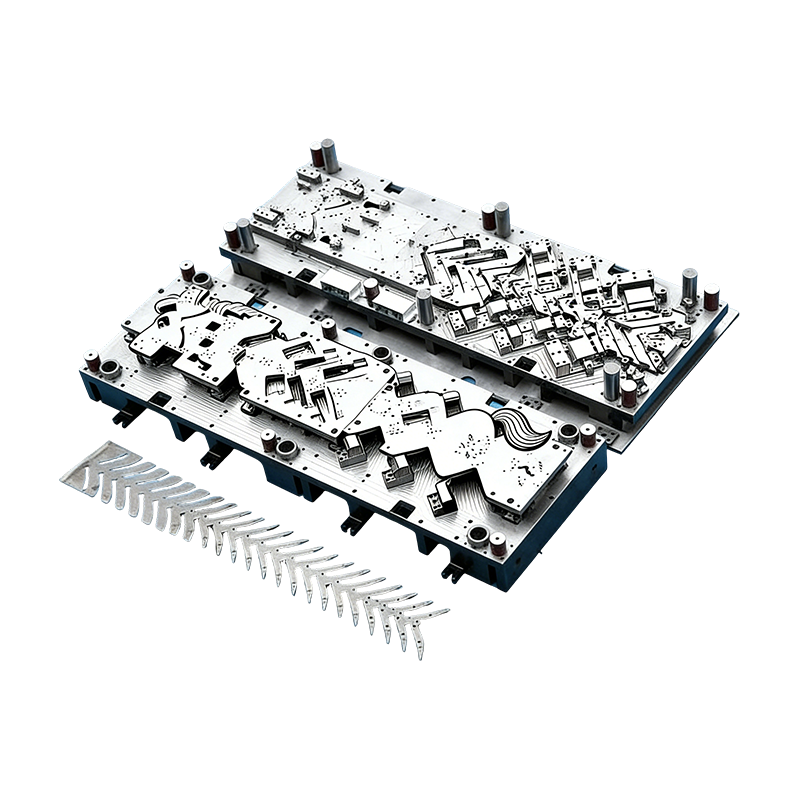
Progressivum formas pro partibus autocinetis
Continua haec forma pro habitationi motore auto...
-
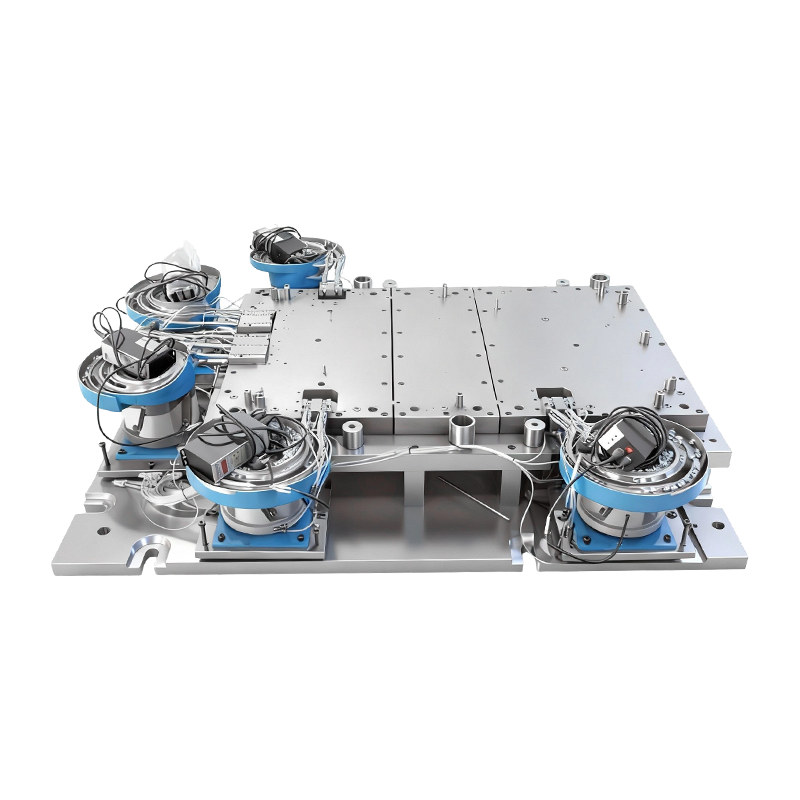
Lorem riveting fingunt pro magnas machinae computatrum basi
Hoc Automatic Riveting Mold pro Large Computer ...
-
Parvae partes signatae pro laptop et telephoniis gestabilibus
Ut partes internae essentiales pro modernis ele...
Industria News
Home / News / Industria News / Quaenam sunt Key Differentiae Inter Micro-Stamping et Vexillum Partes Electronic?
Quaenam sunt Key Differentiae Inter Micro-Stamping et Vexillum Partes Electronic?
2026-03-09
Intellectus Electronic Stamping Partes eorumque Munus in Electronics modernis
Electronic partes terunt sunt praecisio partium metallorum per progressivum seu translationem processus impressionis in quo scheda metallica plana seu coilus stirps gradatim formatur, impugnatur, incurvatur et formatur obfirmato die ponit ad producendum partes perfectas tolerantias extensas extensas. Haec membra structurae et electricae fundamentum constituunt paene omnem machinam electronicam in productione hodie — a smartphones dolorum et laptop ad automotivam modulorum, medicinae implantatorum, et sensoriis industriae. Categoria immensam varietatem generum componentium comprehendentium, terminales, connectores, scuta, uncos, contactus, tabulas plumbeas, calores diffundentium, et elementa fontium ambit, omnesque communes notas formandi e metallo potius quam machinata ex solido vel ex metallo conflato. In lato universitate partium electronicarum stamparum, distinctio inter micro- stampas et vexillum signans unum ex linearum dividendis in facultate, processu exigentiis, de processu exigentiis faciendis, et de applicatione ad finem usui accommodationis repraesentat.
Definiens Standard Electronic Partes Stamping: Dimensiones et Capabilities
Signorum electronicarum partium signaturae latum medium obtinent locum signationis industriae, comprehendentes partes cum magnitudinibus ac crassitudinibus materialibus quae progressivorum instrumentorum communium moriuntur et pressae signaturae in magno volumine certo producere possunt. In praxi, normae electronicae partes signaturae typice producuntur e metallo schedae crassitudinibus ab circiter 0,15 mm ad 3.0 mm, perforatis foraminibus, formatis, et flectunt radios dimensiones in decumis millimetris potius quam microns. Dimensiones tolerantiae in vexillum electronicarum partium signaturae plerumque cadunt in latitudinem ±0.05 mm ad ± 0,1 mm, rem obtinendam cum instrumento communi instrumento bene conservato, vndique a 25-tonne scamni-top unitatum ad 400-tonnam translatio pressorum pro majoribus componentibus.
Materia mensurae electronicarum partium signationis lata est et includit ferrum frigidum-volutum, chalybem immaculatum gradus 301 et 304, admixtiones aeris ut C110, C194, et aes C260, aluminium mixturae 1100 et 3003, et argentum nickel. Superficies finitae optiones electroplating cum stanno, nickel, argento, vel auro consuete applicantur ad partes electronicas vexillum stampas ad obtinendum resistentiam contactum, resistentiam corrosionis, ac notae solidabilitatis requisitae ad munus suum specificum ambitum vel mechanicum. Volumina productionis partium signationis electronice pro modulo electronicarum partium ab millibus ad centena decies centena milia denariorum per annum vagari possunt, cum progressivo mori instrumento, quo cycli rates 100 ad 800 ictus per minutas pendentes ex parte complexionis et quantitatis premunt.
Quid definit Micro-Tamping et ubi abducit ab Standard Practice?
Micro-stamping imaginem intrat cum requisita dimensiva partium electronicarum stamparum excedunt, quae normae instrumenta et processus moderamina fideliter liberare possunt. Cum limen non constat universaliter, parvae figurae plerumque intellegitur incipere cum crassitudo materialis infra 0,1 mm cadit, cum moles tunditur, appropinquant vel excedunt pro ratione 1:1 cum crassitudine materiali (scilicet diametri foraminis aequalis vel minoris quam schedae crassitudine impugnatae), vel cum dimensiones altiore parte mensurantur in unius digiti millimetris cum toleranciis contractis ad ±0.005 mm ad ±0.02 mm. In hac scala physicae leges deformatio metalli, instrumentum vestium et dynamica prementes dynamica requirent diversos aditus ad moriendum consilium, press electionem, processum imperium, et qualitatem inspectionis comparatae ad vexillum electronicum partium productionis signationis.
electronicae industriae inexorabilis coegi ad miniaturizationem est vis primaria dilatandi mercatum pro partibus electronicis impressis microformatum. Smartphone connexiones, audientes subsidia componentes, sensores insternibiles, cardiacis gressum ducunt contactus, MEMS fabrica packaging, et picis IC tabulae plumbeae omnes notas parvas impressas exigunt quae simpliciter produci non possunt ad specificationem adhibitis typificationibus conventionalibus. Intermedium inter quem modum vexillum et micro-aptationes efficere potest, latius increvit sicut minuaturization machinae acceleravit, distinctionem inter haec duo genera magis commercium ac technicam significationem faciens.
Tooling Design and Die Construction: Ubi differentiae maxime proponuntur
Instrumentum alea adhibita ad partes electronicas signatas micro-signatas producendas differt a instrumento normali in omni fere ratione consilii, materialis specificationis et processus fabricationis. Vexillum progressivum moritur pro partibus electronicis tationis instrumentis ex gradibus ferrivis instrumentis constructis ut D2, M2, vel DC53, cum ferrum et alvi decedentes typice ad 5-10% materiae crassitudinis per latus constituuntur. In dimensionibus vexillum, hae Clearances effici possunt cum apparatu conventionali CNC stridoris et EDM filum sectionis instrumentorum, et inde instrumenta decies centena milia partium producere possunt antequam requirat reconditionem.
Micro-temptatio perit ad minimas partes electronicas stampas requirunt purgationes metiendas in microns unius digiti - interdum minus quam 1-3 microns per latus ad optimas lineas - partes morientes in machinis stridentibus ultra praecisionem factorum postulans et apparatum profile EDM sustinendi tolerantias ±0.001 mm vel melius. Punch diametri ad lineamenta micro-signata tam parva esse possunt quam 0,05 mm, ad quam ferrum mechanice fragile est et sub deflexione viribus lateralibus in pulsando generatis. Mori designatores compensant per rectorem rubi dispositiones quae ferrum ad faciem secantis sustinent, reducuntur longitudinum ingressu morientium quae sine ferrum longitudinis extenuant, et per praecisionem ad mortem regente ferrum-ad-moriuntur columnas et virgulta cum purgationibus alvi ad terram ducendam.
Instrumentum carbide - gradus carbidi speciatim Tungsti pro compositione duritiei, duritiei et roboris compressive delecti - essentialiter mandatum est pro partibus electronicis electronicis impressis productionis partium. Gerens rate ferri in ferrum dimensiones parvarum dimensionum oeconomice instrumentum inviabile redderet intra brevem curriculum productionis. Carbide moritur, dum insigniter carior est fabricare quam ferrum adaequare instrumentum, praebent indumentum resistentiae ac firmitatis dimensivae necessariam ad conservandam notae magnitudinis et oris qualitatem per decies centena milia ictibus quae requiruntur ad productionem partium machinationum micro-effectivarum, signatae electronicae.
Torcular Equipment et Processus Imperium Requirements
Instrumentum diurnariis adhibitis ad partes micro-signatas electronicas stampas substantialiter differt a vexillum stampae diurnariae specificationum. Latin electronic partium impressio productio gradum pressae deflexionis, lapsus parallelismi variationis, et vibrationis dynamicae quae catastrophicas micro-scale esset tolerat. Pressurae Micro-pressae constructae sunt ad specificationes substancias arctius lapsu ductae — typice 0,003 mm vel melius parallelismus — hydrostatica vel praecisio cylindrus adhibitis ducibus lapsus qui constantes inclusos conservant altitudinis respectu eccentrici onerationis ex asymmetrica parte geometriae.
Servo-acti micro-pressit torcularia particularia commoda praebent ad praecisionem electronicarum partium productionis in micro-scala. Facultas programmatis arbitrarii lapsus motus perfiles - tardus accessus ad contactum ad lineamenta delicata, reditus celeris pro cyclo tempore optimisationis, moderata in fundo centro mortuo ad operationes veniendi habitant - praebet gradum processus flexibilitatem quae pressuris mechanicis crank-acti non aequare potest. Servo instat etiam energiae cacumina cum pressis mechanicis muscae agitatae, reducendo vibrationem ad mortem transmissam et ad solidam dimensionem meliorandam per longam productionem decurrit partium electronicarum impressarum.
IUCTIM Comparatio Key Characteres
Mensa infra praebet comparationem structuram principalium differentiarum inter processuum micro-typum et vexillum pro partibus signationis electronicarum per dimensiones maxime pertinentes ad designandas fabros et administros procurandos;
| Proprium | Standard Electronic Parts Stamping | Micro-Stamped Electronic Partibus Stamping |
| Materia crassitudine range | 0.15 mm - 3.0 mm | 0.01 mm - 0.1 mm |
| Dimensiva tolerantia | ±0.05 mm - ± 0.1 mm | ±0.005 mm - ± 0.02 mm |
| Mori alvi per latus | 5-10% ex materia crassitudine | 1-3 microns absoluta |
| Tooling material | Instrumentum ferri (D2, M2, DC53); | Wolframium carbide |
| Genus Press | Mechanica / hydrau | Subtilitas servo / hydrostatic dux |
| Typical plaga rate | 100-800 spm | 200-1,500 spm (servo-optimized) |
| methodum inspectionem | CMM, comparator opticus | Systema visionis SEM, microscopio confocal |
| Tooling pretium | Moderatus | Altissimus ad altissimum |
Materia Electionis Differentiae pro Micro-Scale Electronic Partibus Stamping
Materia delectu partium micro-signatae electronicarum partium involvit angustias additionals ultra ea quae ad regulas vexillum applicant. Ad crassitudines infra 0,1 mm, microstructura metalli directe pertinet ad mores informes; magnitudo frumenti respectu materialis crassitudinis inconstans deformatio, lappa formatio, et varietas extremitatum quae in crassitudinibus normae contemnendae essent. Applicationes parvae typice specificant materias cum structurarum grani moderatarum, saepe ab ASTM vel JIS specierum subtilium designatarum, ut fluere metallo constantem et incisam qualitatem per operationem signandi.
Admixtiones aeris manent frequentissimae materiae conductoris micro-signatae partium electronicarum, praesertim C194 ( aeri-iro-phosphori ) et C7025 (coper-nickel-silicon) gradus qui bonam electricam conductoriam offerunt cum veris notis et formabilitate ad minimam contactum et terminales applicationes necessarias. Beryllium mixturae aeris, praesertim C17200 in condicione solutionis annatae, specificatae sunt contactibus veris micro-signatis ubi maxima deflexio elastica sub onere requiritur, cum eorum processus diligenter attentionem requirit ad regimen sanitatis et securitatis in operationibus vestigandis ac perficiendis.
Qualis inspectionis et mensurae provocationes in Micro Scale
Verificare dimensivam conformationem partium micro-pressae electronicarum stamparum requirit inspectionem instrumentorum ac methodologiarum quae bene ultra modum machinis coordinatae mensurae et vexillum comparatorum opticorum in maxime laboratorio qualitatis impressae. Magnitudines plumae in decem microns mensuratae exigunt systemata mensurae optica non-contactus — systemata visionis typice automatae cum proposita solutionis sub-micron et perspectiva telecentrica — capacia metiendi centenis lineamentis per partem in secundis ad celeritates rectae productionis. Ad dimensiones criticas maxime, microscopia electronica intuens (SEM) resolutioni necessariae praebet ad notandam extremam qualitatem, lappam altitudinem, et superficies conditionem in plano singularum cum levibus opticis attingi non posse.
Processus statisticus moderatio partium electronicarum impressarum micro-signatarum perficienda est in plano rigoris, quae programmata typica SPC transcendit applicata ad vexillum electronicum partium productionis signationis. Mori lapsum apud Micro-scales efficit rates dimensivas summas quae tolerantiam limites excedere possunt intra unius mutationis productionis potius quam super multi-diei productionis instrumentum typicum decurrit. Tempus reale SPC cum automated opiniones ad parametri instare - inclusas altitudinem adaptans, progressionem pascere, ac partus lubricationis in responsione ad trends dimensivas mensuratas - magis magisque vexillum praxis in ducendo operationes micro- stampas ad praecisionem electronicarum sectoris inservientium.
Eligens Inter Micro and Standard Electronic Stamping Partes ad tuam Applicationem
Decisiones inter micro-signatas vel vexillum electronicas partes stampas denotantes potius requiruntur ab obiectivis functionibus quam suppositione quod arctius tolerantiae semper meliores fructus gignunt. Vexillationes electronicarum partium signaturae aptae sunt, quoties applicatio dimensionis, electricae, et mechanicae operationis requisita intra facultatem signandi conventionalis involucro occurrere possunt - et in pluribus applicationibus conventus electronici, possunt. Instrumentorum instrumentorum signanter minore impensa, latior basis supellectilis, et rectior qualitas administrationis cum partibus electronicis signatis coniungitur, veras utilitates repraesentant, quae sine manifesta functionis iustificatione tradi non debent.
Micro-actio debet specificari cum miniaturization est genuinum consilium agitator — redactae dimensiones componentes significantem melioramenta in fabrica perficiendi, integrationis densitatis, vel experientiae finis usoris, quae altiorem instrumentorum collocationem et maiorem catenam administrationem multiplicis copiam comprobant. Applicationes inclusae connexiones ultra-miniculatae ad insitae medicinae machinas, sub-millimetre vernales contactuum sensoriis gestabiles, picem plumbeam tabulae in fasciculis IC progressis, et praecisio tutandi componentium pro modulorum RF sensitivorum omnes casus repraesentantes in quibus facultates partium micro-signatarum electronicarum notarum libera valoris functionis qui in scala vexillum replicari non possunt.

Prior Post
Metales Stamping Partes pro Automotive et Domo Appliances: Processus, Materies et Quality Signa
Proxima Post
Quid interest inter Traditionalem et Simulationem Optimized Automotive Stamping Dies?
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
