
-
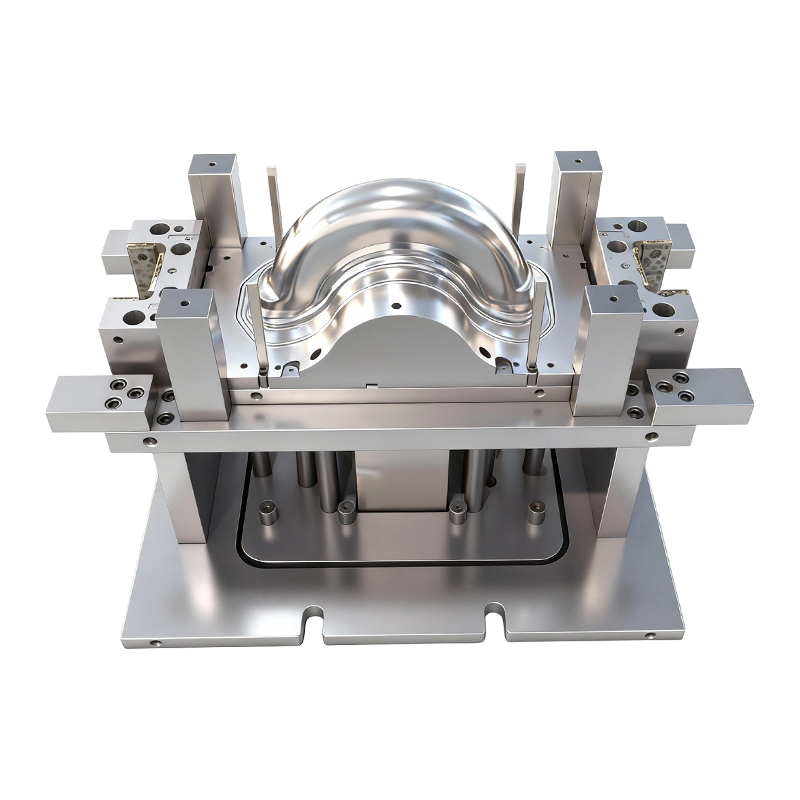
Alta trahens formam pronao et postico rotarum duarum rotatorum electrica vehiculis
Alta haec forma trahens pro rotis anterioribus ...
-
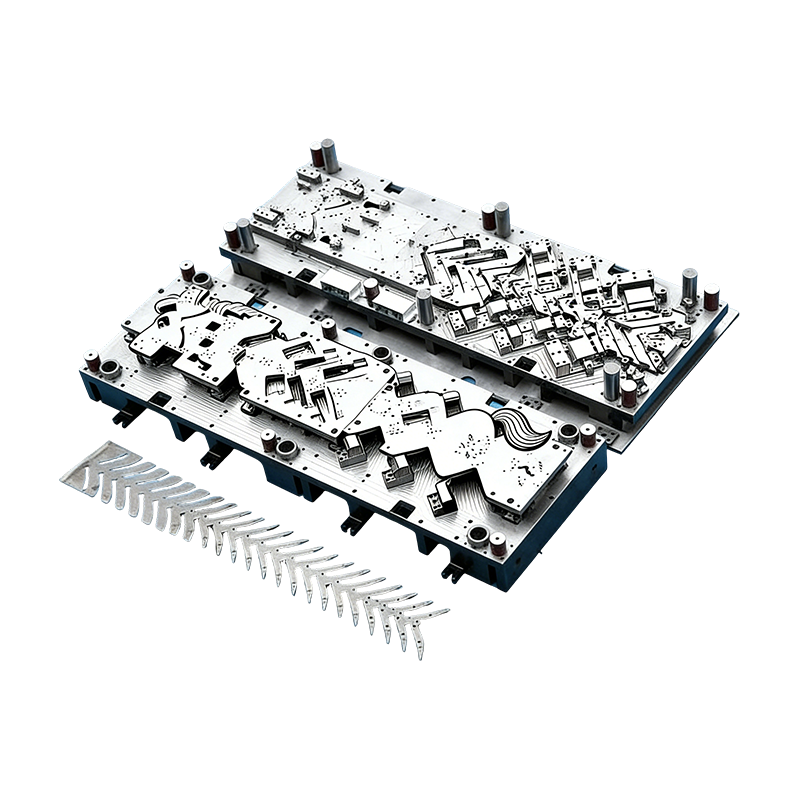
Progressivum formas pro partibus autocinetis
Continua haec forma pro habitationi motore auto...
-
Lorem riveting fingunt pro magnas machinae computatrum basi
Hoc Automatic Riveting Mold pro Large Computer ...
-
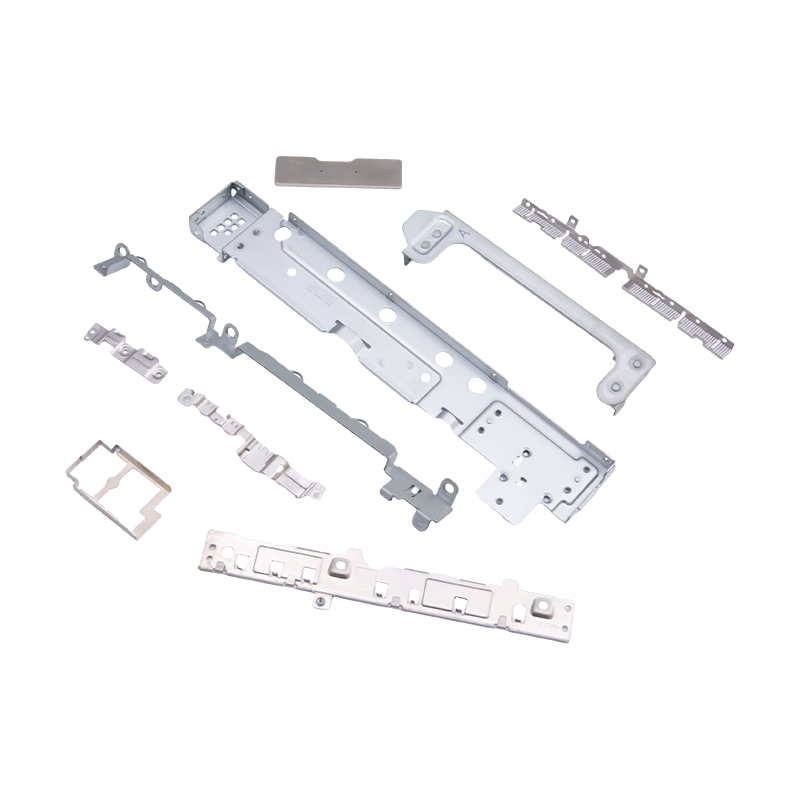
Parvae partes signatae pro laptop et telephoniis gestabilibus
Ut partes internae essentiales pro modernis ele...
-
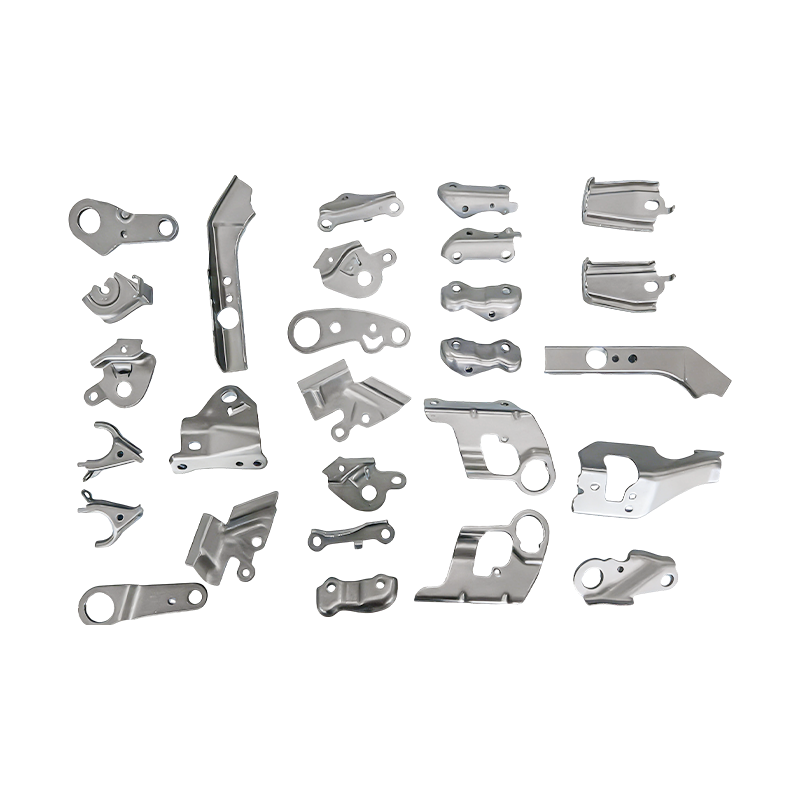
Partes automotivae parvae partes progressivae moriuntur partes terunt
Nostrae partes parvae automotivae partes gradiv...
-

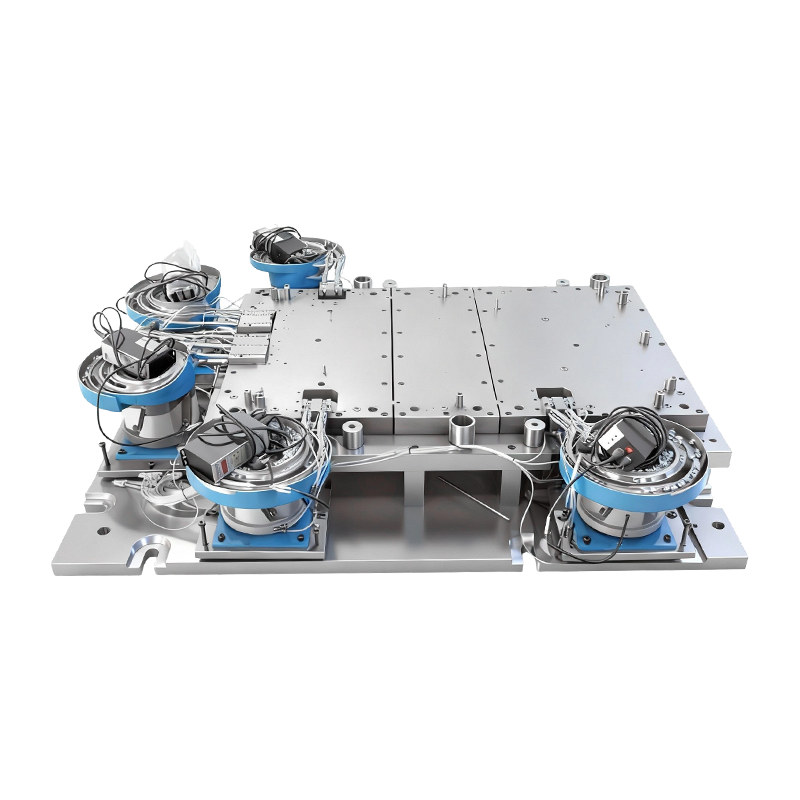
Automotive motricium partium habitationi terunt
Partes autocinetae motoriae habitationum signat...
Industria News
Home / News / Industria News / Metales Stamping Partes pro Automotive et Domo Appliances: Processus, Materies et Quality Signa
Metales Stamping Partes pro Automotive et Domo Appliances: Processus, Materies et Quality Signa
2026-03-16
Quid Vestibulum Stamping?
Stringendi fabricatio est processus frigidus formatorum metalla- tionis, in quo metallum schedae planae nutritur in pressae torculari instructo more mori statuto, et vis mechanica vel hydraulica applicatur ad incidendum, flectendum, trahendum vel emblendum materiam in figura definita praecise. Processus ambit amplam operationum familiam — vestis, penetrans, formans, profunditas tractus, effingens, progressivus moriuntur figurae — singulae diversis geometrae, materialibus crassitudinibus et voluminibus productionibus accommodatae. Quae omnes has operationes coniungit est utilitas fundamentalis figurae: facultas producendi magnas quantitates dimensivarum consistentium metallica partium signandi in magna celeritate et infima per unitatem impensa, cum minima materia vastitas comparatis modis machinis subtractivis.
Modern terunt vestibulum innititur servo agitatae et hydraulicae prelis vndique a 20 ad super 2,000 tonnas virium, paribus subtiliter instrumentis ad tolerantias in micrometris mensuratis. Computatrum auxilium mori consilio et simulatio programmatis permittunt fabrum praenuntiare fluxum metallicum, vernum et extenuantem antequam una pars ferri abscissa est, dramatically reducere cyclos evolutionis instrumenti ac primum articulum reiectionis emere. Effectus est disciplina fabricandi capax ad partes metallicas tradendas, quae ad exigentias dimensivarum ac structurarum partium exigentiis tam diversae sunt quam electronicas consumendi, subsidia domestica et machinationem autocineticam.
Core Processus Stamping Vestibulum
Intelligentes operationes specificas quae constituunt signa fabricandi subsidia procurationis fabrum et excogitatorum productorum, quam maxime gratuitam accessionem eligunt pro dato volumine componente geometria et productione. Praecipua processus praedicamenta inter se ferunt instrumenta necessaria et output notas distinctas.
Progressive Die Stamping
Progressivus mori stamping alit habenam metallicam per seriem stationum intra unius morientis occasum, singulae stationes unam operationem exercentes - pulsare, notching, inflexio vel formans - sicut incrementa habena. Per tempus habena exit in stationem ultimam, partes stampae metalli plene formatae a cursore detracta et collectae separatae sunt. Accessio haec maxime efficax est ad partes mediocres parvas in altissimis voluminibus productas, ut connexiones terminales, brackets clipei, et instrumentum ferramentorum adscendentium, quia tota series sine manibus inter operationes tractans ad celeritatem prelo decurrit.
Profunda Drawing
Alta extractio in metallum blank in cavam, inconsutilem crustam convertendo convertit, eam premendo in cavum mori ferrum utens. Processus fundamentalis est productionis partium cylindricarum et capsularum cum lavacro machinae uncis interioribus tubi, potum cansarum, et piscinam insterni autocineticam. Electio materialis critica est in alta trahendo: metallum exhibere debet sufficientem ductitudinem et favorabilem rationibus formandis ad magnas deformationes plasticas subeendas, quae requiruntur sine discerptione vel rugatione. Ferrum carbonum humilium, admixtiones aluminii, et chalybs immaculata frequentissima materias profundissimas ductas in applicatione et applicationes autocinetis impressas habent.
Bene Blaking
Tenuis blanking est processus vestigationis specialis, qui partes producit cum marginibus attonsis eximiae levitatis et planitudinis, tollendo secundas operationes perficiendas quas blanking placitum requirit. Applicando contra-pressionem et vim anuli cum vi blank simultanei, blank blank conservat materiam in statu compressionis vis per processum tonsuram, producens superficies incisas per totam fere crassitudines materiales leves. Hoc denique blanking potiorem processum facit ad caliperos componentes fregit et uncis sedem in applicationibus autocinetis facit, ubi extrema qualitas lassitudinem vitae et conventus aptum directe afficit.
Metal Stamping Parts in Home Appliance Vestibulum
Domum adjumenta unum ex supremis-voluminis applicationis ditionibus ad metalla partes impressis repraesentant. Coniunctio complexionis structuralis, congruentia dimensiva requisita, ac sensus constant in applicatione fabricandi adsimilat praecise cum qua typhum fabricandi tradit. Trans genera productorum signata tractant onera portantes, noctis et clausurae functiones quae definiunt instrumentum firmitatis diuturnitatis.
In armariis, ostiolum tabulae per volumen formantem et progressivum mori typum praebent, rigidum perimetrum quod portae pondus sustinet, gasket obsignationem superficierum conservat et cardo affixum puncta accommodat. Accuratio dimensiva in his tabulis directe afficit ostium noctis et efficaciam industriae - compages ianuae quae extra tolerantiae est, vel fractio millimetri perpluviam gasket producere potest, quae cycli compressoris frequentiam et industriam consummationis auget. Machina lavatio uncis interioris dolii, typice e galvanizato vel immaculato ferro scheda producta, debet summus celeritatis rotationis iniquitates onera sustinere et iteratae scelerisque cycli sine lassitudine defectio. Aeris conditioner chassis tabulae fabricant sceletum osseae unitatis foris, compressores tenentes, ventilatores et caloris commutatores in certa spatiali relatione, cum tremore et tempestatibus nuditate resistunt.
Crassitudo constantis et stricta tolerantiae metallicae partium signationis minuunt conventus hiatus per omnes has applicationes, simplices processus finales conventus, necessitatem reducendo ad opus aptabiles claviculae vel operationes meridianae, et in melius medicamine qualitatem operis effecti.
Metallum Stamping Partes in Automotive Applications
Industria autocineta est unus maximus consumptor metallicus partium globallyum, cum vectura typica continens plura centena singula membra impressa vagantium ex tabulis corporis mensuratis in metris quadratis ad praecisionem partium quae in millimetrorum mensuratur. Automotiva impressio fabricandi sub gravissimis dimensionibus et mechanicis signis alicujus applicationis commercialis operatur, quia consectaria defectum componentis ad salutem transeuntium et regulatory obsequium extendunt.
Supplementa tabula corporis — membra structurae internae quae fores pelles obrigescunt, tabulata tecta et coetus cucullo — per compositionem altae tractus, tractus formans et operationes restringunt. Haec elementa accuratam figuram geometriam assequi debent ut cum tabulis exterioribus recte aptum curet et ad corpus album in coetum corporalem collocandum accurate conglutinatum est. Princeps roboris ferrum et gradus summus roboris ensem promovent magis magisque in auxiliis corporis adhibentur ad consequendam inquisitionem energiae fragoris effusio cum materiae crassitudine et pondere reducto.
Sedes brackets sunt alia categoria critica de partibus stampae metallicae autocinetis. Haec componentia structuram vehiculi pavimento sedem anchoram sustineant et onera stabilia et dynamica quae ab occupantibus fragore signa tutelae definita sunt. Sedes bracket blanked vel praecise signatae partes subtiliores praebent ora qualitatem et planiciem quae requiruntur ad fulmen torques constantem et firmum iuncturam clammationis vis in vita vehiculi servitii. Partes caliperarum fregit, inter brackets caliperarum aggeris et ancorae, productae sunt cum accuratione dimensiva quae rectam codex alignment, etiam codex gestationem praestat, et praevidens braking effectus per plenam temperaturae operativam extensionem.
Materia Electio pro Metal Partibus Stamping
Inseparabilis est partium impressio metalli a materia ex qua formata est. Stringere fabricam cum latitudine metallorum et admixtorum compatitur, et eligit materiam meliorem requirit conpensationem formabilitas, proprietatibus mechanicis, resistentia corrosio, et impensa.
| Materia | Key Properties | Typical Applications |
| Low-Carbon Steel (DC01/DC04) | Praeclara forma, humilis sumptus | INSTRUMENTUM gb, uncis, clausuras |
| Summus Fortitudo Ferro (HSLA) | Alta cedunt vires, bona pactio | Supplementa tabula corporis, structurae sedes |
| Steel Immaculata (304/430) | Corrosio resistentia, finis superficies | Machina tubi lavatio, tabulata appliance |
| Aluminium Alloy (5052/6061) | Leve, corrosio repugnans | Automotiva partium corporis, calor desidit |
| Galvanized Steel | Zinc coating, velit durabilitatem | Air Conditioner chassis, brackets velit |
Quality Control in Stamping Manufacturing
Retinendi dimensionis constantiam per altum volumen productio currit est media qualitas provocationis in fabricandis inculcationibus. Morere indumentum, variatio materialis, lubricatio inconstantiae, et stratum premens claudicatio, omnes activitates dimensivae super tempus inducere possunt, ratiocinandi mensurae et processus vigilantiae essentialis ad producendas partes stampas metallicas quae in specie per milia vel milliones cyclorum manent.
Ducentes artifices stampores efficiunt nunc qualitatem qualitatis, quae in-moritur sentiendi, statistica moderatio componit, et inspectionem machinae mensurae disponunt. Clavis qualitas exercitia continet:
- Articulus primus de recognitione. Plena verificationis dimensiva primae partis productionis contra ipsum delineatum antequam volumen productionis dimittitur.
- In- sampling processum: Mensuratio periodica criticae dimensionum in definitis intervallis productionis ad instrumentum vestium vel processum detegendis, antequam partes extra-tolerantiae cumulant.
- CMM verificationis: Machinae mensurae coordinare tres dimensivas notitias dimensivales praebent pro complexu superficierum formatarum quae manu gauges verificari non possunt.
- Superficies et ora inspectio; Visualis et tactilis inspectio ad lappas, rimas, rugas et defectus superficies quae ecclesiam aptam vel lassitudinem vitae afficiunt.
- Materia certificatio recensionis: Testimoniae materiales invenientes verificantur contra specificationem requisita ad vires distrahentes, vires, elongationem et pondus efficiens cedunt.
Cur Stamping vestibulum anteposuit
Quamvis evolutionis alternae technologiae formandi, inter quas laser secans, hydroformans et additiva fabricatio, impressio fabricandi suum dominantem obtinet statum in alto volumine metalli componentis productionis ad rationes cogendas et durandas. Oeconomica signandi fundamentaliter favent scalae: semel instrumentum obsidendi amortizatum, per-fragmentum sumptus partis metalli signatae est proprie fractio eorum quae quilibet processus alternus in voluminibus aequipollentibus consequi potest. Press velocitates centenarum plagarum per minutias, cum automated coil pascendo et ex parte tractando coniuncta, efficiunt rates productionem ut nulla alia praecisio metalli processus formandi aequare possit.
Ultra oeconomica, proprietates mechanicae metallorum partium signaturae auctae sunt per effectum frigidum operantem in processu stampi inhaerentem. Plastic deformatio in formando duritiem auget et vires materiae in deformibus regionibus per laborem obdurationis cedunt, partes effectas producentes melioribus effectibus mechanicis quam stirps originalis scheda. Hic effectus maxime valet in componentibus automotivis structuralibus, ubi ratio vi-ad-ponderis est primarius exactoris designatio. Artifices enim in appliance et autocineto sectorum quaerunt certa, cost-efficax, et dimensiva certa membra, typum fabricandi manet inconcussum fundamentum hodierni metalli instrumenti copia catenarum..
Prior Post
Metal Stamping & Drawing Parts Guide
Proxima Post
Quaenam sunt Key Differentiae Inter Micro-Stamping et Vexillum Partes Electronic?
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
