-
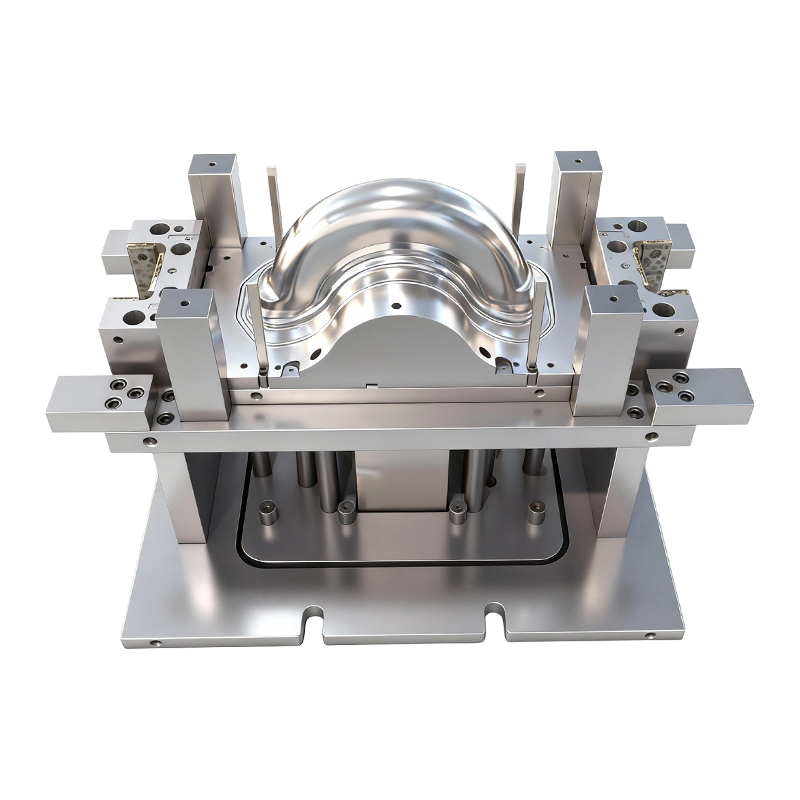
Alta trahens formam pronao et postico rotarum duarum rotatorum electrica vehiculis
Alta haec forma trahens pro rotis anterioribus ...
-
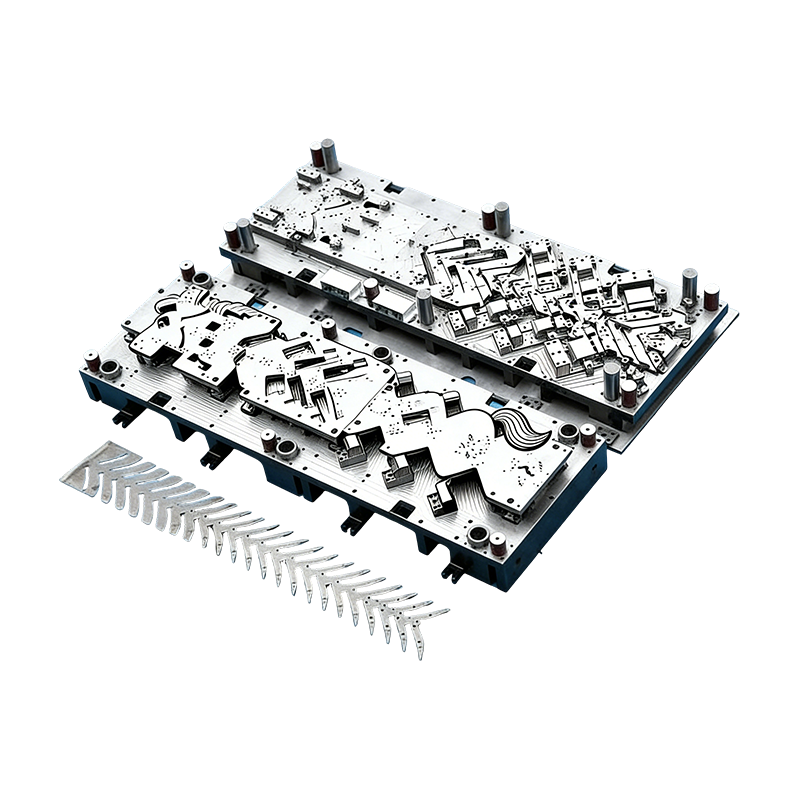
Progressivum formas pro partibus autocinetis
Continua haec forma pro habitationi motore auto...
-
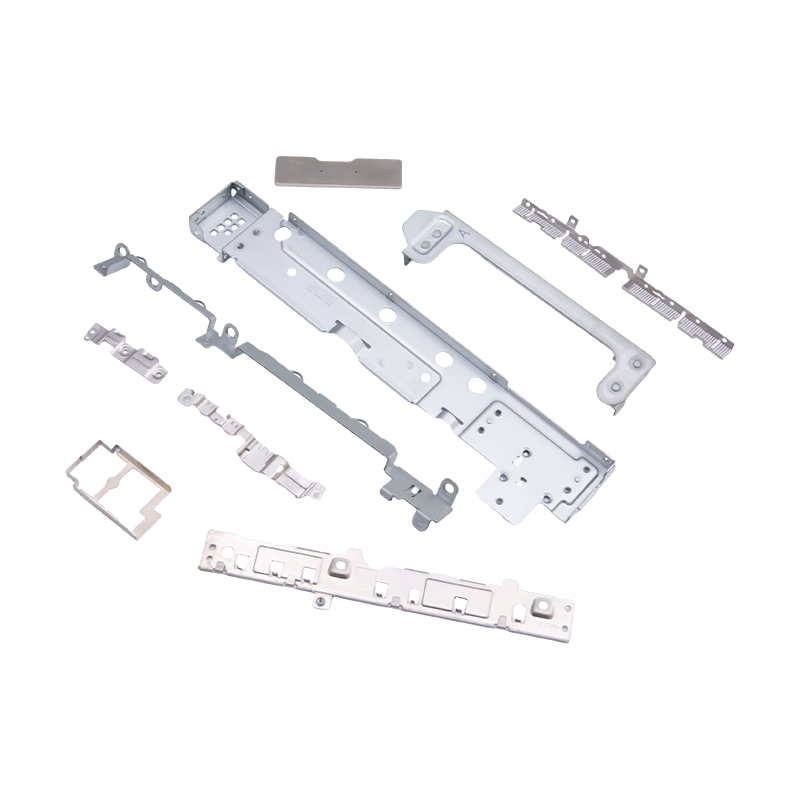
Parvae partes signatae pro laptop et telephoniis gestabilibus
Ut partes internae essentiales pro modernis ele...
-

Gas cisternina finem terunt partes
Gas cisternina extremae partes signaturae sunt ...
-

Gravis dolor terunt partes
Nostrae salsissimus graves partes signaturae su...
Industria News
Home / News / Industria News / What Is the Difference between Progressive and Transfer Metal Stamping Dies?
What Is the Difference between Progressive and Transfer Metal Stamping Dies?
2026-02-25
Quam quisque Die Type Materiam per Press
Maxime fundamentalis differentia inter progressivum et translationem metallicam impressionis iacet in quo fabrica moveatur ab una statione formante ad alteram. In progressivo mori, blank remanet ad habena originalis coniuncta per totam seriem formatam. Detracta fixo pice cum quavis ictu presso progressus est, partes per continuos stationes partim formatas portans, perforans, lancea, flexio, trahens — donec pars perfecta ab sceleto in statione finali abscinditur. Pars a detractione numquam physice separatur donec formatio perfecta est, quae significat ipsum spoliationem agit ut ferebat et collocans referat ad omnem operationem.
TRANSFERENDIS perit terunt fundamentaliter in diversum principium agunt. Vestis e gyro vel scheda in statione prima excisa est, deinde ut gratuita et independens pars a statione ad systema digiti transferendi a statione mechanica vel servo agitatae movetur. Quia pars non amplius ligamine coniuncta est, potest inter stationes reponi, flipped vel reorientari — motus, qui geometrice impossibilis sunt, cum fabrica adhuc tabellario continuo coniuncta est. Distinctio in qua materia tractatur, radix causa est omnium fere aliarum differentiarum inter duos mori generum facultatis, sumptus, et applicationis.
Pars Geometria et formans complexionem
Progressivum metalli cum calcareis perit optime aptae sunt partibus quae relative planae vel exiguae in profano sunt. Cum pars in- cusa manet, tota altitudo cuiuslibet formae formatae coacta est, necessitatem habena ad pastum nitide perdurandum, sine geometria formato desultorio adiacentium statio decedente vel ipsa structura mori. Partes enim cum modico profunditate trahunt — uncis, terminalibus, clipeis, laminationibus, et ferramentis tenuibus sectionis — haec necessitas raro refert, et instrumentum progressivum est electio naturalis. Distractio extensionis saepe machinari potest ut rates materiales utendo supra 75% perficiat, et absentia translationis mechanismum pauciores compositiones mechanicas et simpliciorem altiorem systema significat.
TRANSFERENDIS metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Curriculum, Throughput, and Production Volume
Progressivum metalli cum calcare constanter perit outperform translatio in ictibus per minutas moritur. Quia nulla est mechanismus ad synchronizandum translatio — nec digiti inter ictus extendere, tenaciter, movere et retractare — progressivus dies operari potest velocitatibus 200 ad 1,500 SPM secundum partem complexionis et facultatis premendi. Pro magno volumine, parva ad medias partes productio in decies centena millia frusta per annum mensurata, haec utilitas celeritas in discrimen aliquod vertit, quod difficile est cuilibet alia methodo stampae parem esse.
TRANSFERENDIS dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Tooling Pretium, Sustentacionem, et Comparatio Setup
Instrumentum collocationis et sustentationis permanentis sumptibus substantialiter differunt inter duas species morientes, et intellegentes has differentias essentiales sunt ad decisionem sanam transmissionis faciendam.
| Factor | Progressive Metal Stamping Dies | TRANSFERENDIS Metal Stamping Dies |
| Coepi tooling pretium | Moderari ad excelsum | Altissimus ad altissimum |
| Setup tempore per currere | Breviori - set una mori | Longior - ratio translationis intempestiva et aptanda est |
| Tutela multiplicitate | Moderatus - ferrum / mori acuit gubernator lapsum | Superiores - transferentes digitos, cancellos, et puncta lapsum timidus addunt |
| Mori mutatio flexibilitate | Limited - stationes inter se dependentes sunt | Superior - singulae stationes perit potest swapped independently |
| Volumen minimum viable | Princeps (amortis sumptus super volumen) | Medium ad excelsum |
Commodum unum sustentationis illius metalli translatio stampae perit in progressivo instrumentorum instrumentorum custodia est facultas serviendi vel substituendi singulae stationis sine reaedificatione totius instrumenti perit. Cum in unaquaque statio moriatur unitas discreta est, stationem obsoletam trahi et retractare potest, ceterae in torculari manent. In progressivo decedente, omnes statio in unum conventum compositae integrantur, significans quod quaelibet conservatio exigens mortem disassembletici afficit totum instrumentum et totam productionem currunt.
Materia USUS et Scrap Rate Varietas
Materia usus est alia area in qua duo genera morientium significanter divergunt. Progressivum metalli calcarei perit sceletum faecem continuam producere — reliquae detractae postquam blanks vel partes finitae tolluntur — quae tractandae, concisae et disponendae vel REDIVIVUS debent. Secundum partem geometriae et efficientiam exuere extensione, exiguum sceletum repraesentare potest 20-40% totius coil pondus consumptum. Urbanus detrahendae propositiones cum rectangula blankingis, interiectatis partibus oppositis, vel multiformi configurationum figuram significanter minuere possunt, sed sceletus est vitari per productionem processus in-stractionis.
TRANSFERENDIS metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Type pro Application tua Mori eligens ius
Diligens inter progressivum et translationem metallicam typhum interire debet eiecta perpensa aestimatio partium requisita potius quam sola impensa. Re- gulae sequentes normae definitivae decisionis compagem praebent:
- Pars Geometriae: Si pars plene formari potest, manente plano in habena — omnia lineamenta supra vel infra posita sine repositione — instrumentum progressivum convenit. Si pars requirit plures facies formare, profunde tractus ultra profunditatem-ad diametri rationem proxime 1:1, vel operationes subtus LABIUM, translatio requiritur instrumentum.
- Productio voluminis: Excelsa volumina annua (typice supra 500,000 frusta per annum pro partibus mediae complexionis) favor progressivus moritur, quia celeritas commodum minuit tempus pressum per-partitum significanter sumptus. Translatio perit magis frugi in mediocribus voluminibus ubi pars geometria progressivum instrumentum ad impossibile facit.
- Pars magnitudinis: Partes magnae formatae - illae 400mm in quavis dimensione dure nimis - in progressivo moriuntur impracticae fiunt, quia longitudo et coil latitudo consequens moriuntur requisita typicam prelum et coilum tractandi capacitates excedunt. Lineae transferunt partes magnas utendo plenius utendo statione singula moritur ad partem amplitudo potius quam ad unum instrumentum progressivum elongatum.
- Dimensiones accurationis requisita: Progressivum perit partem per gubernator paxillos in foramina in habena collocant, dum translatio perit singulas blanks per partes lineamenta vel nidum instrumentum ad singulas stationes collocant. Nam partes in quibus inter-featura positio tolerantia arctior est quam ±0.05mm, consilia locandi cuiusque generis moriendi diligenter aestimanda sunt contra tolerantiam acervum generabit.
- Future design flexibilitas: Si consilium partium expectatur mutare in vita cycli producti, translatio instrumentorum maiorem praebet aptabilitatem cum singulae stationis moriuntur independenter immutari possunt. Pluma in progressivo alea mutans saepe plures stationes interdependentes eodem tempore renovare requirit.
In usu, raro decisionem separatim factam. Artifex periti moriens partem extractionis aestimabit, annuum volumen praesagio, subsidia diurnaria, et conventum amni requisita simul ante instrumentum belli commendans. Tam gradatim quam translatio metalli calcarei moris maturae, bene intellectae technologiae repraesentant — clavis aequans rectae technologiae certis postulationibus applicationis magis quam defectus ad quemlibet accessum familiarissimum est..

Prior Post
Cost Comparison: Metal Stamping Parts VS Metal Drawing Part Products in 2026
Proxima Post
Industria autocinetum commotum in novo circum technologico upgrades infert.
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
