-

Automotive motricium partium habitationi terunt
Partes autocinetae motoriae habitationum signat...
-
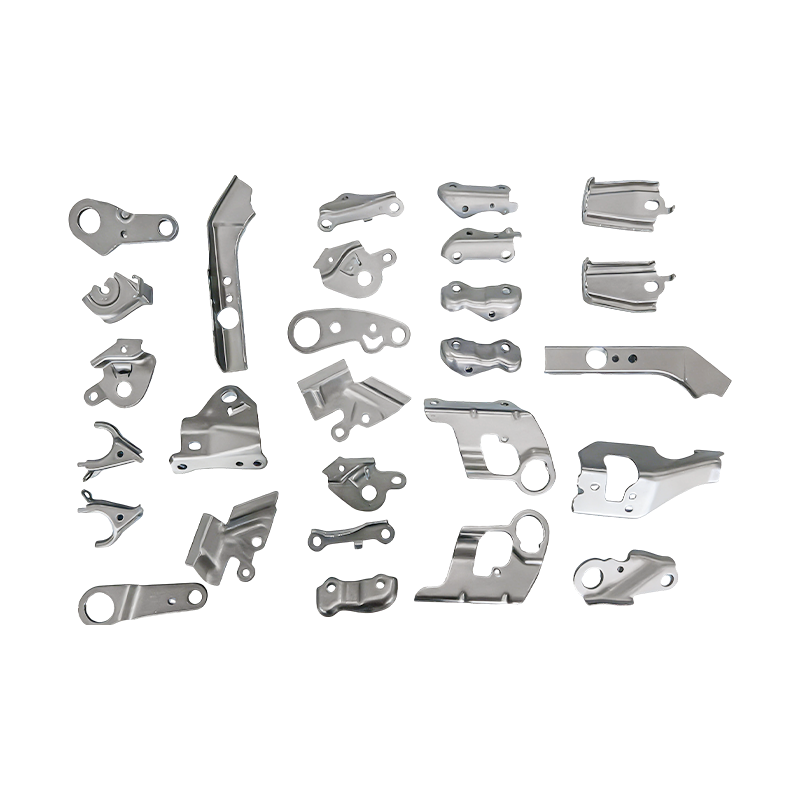
Partes automotivae parvae partes progressivae moriuntur partes terunt
Nostrae partes parvae automotivae partes gradiv...
-
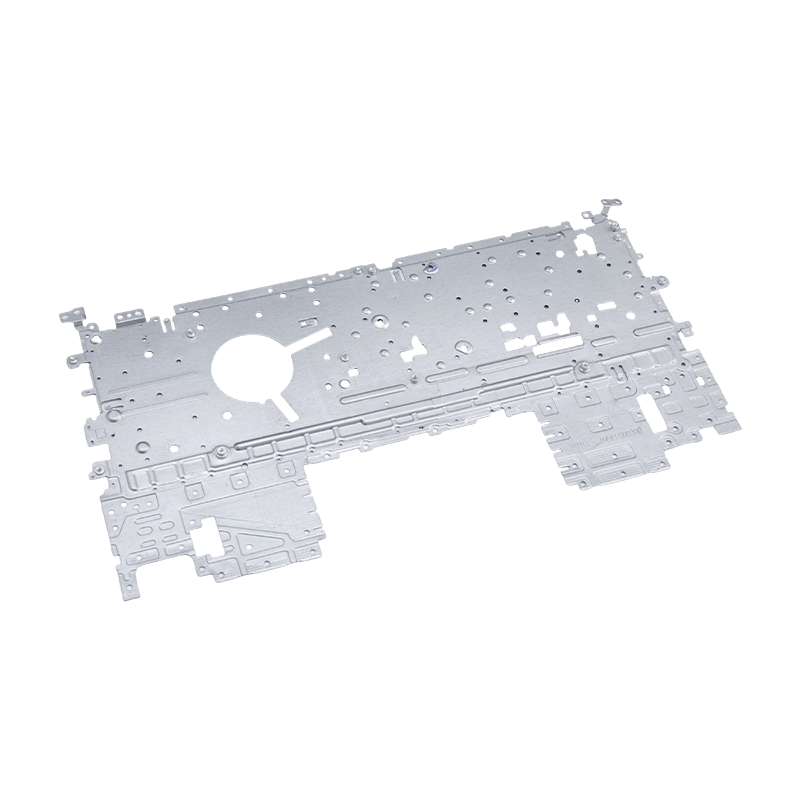
Laptop terunt partes
Nostri laptop signaturae partes sunt praecisio-...
-
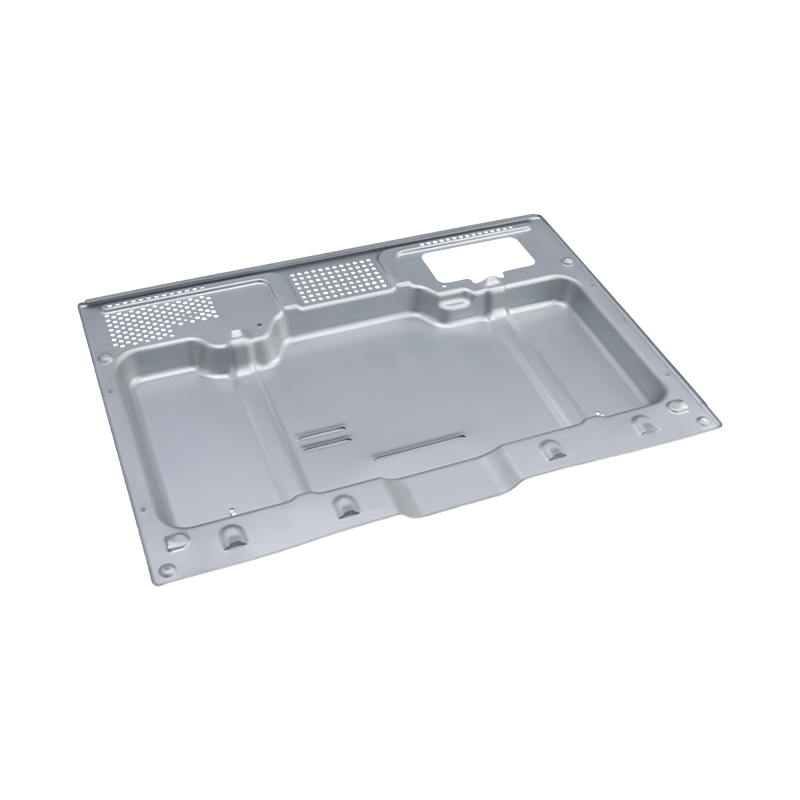
Summus terminus clibano terunt partes
Noster Summus-finis clibani partes signaturae s...
-
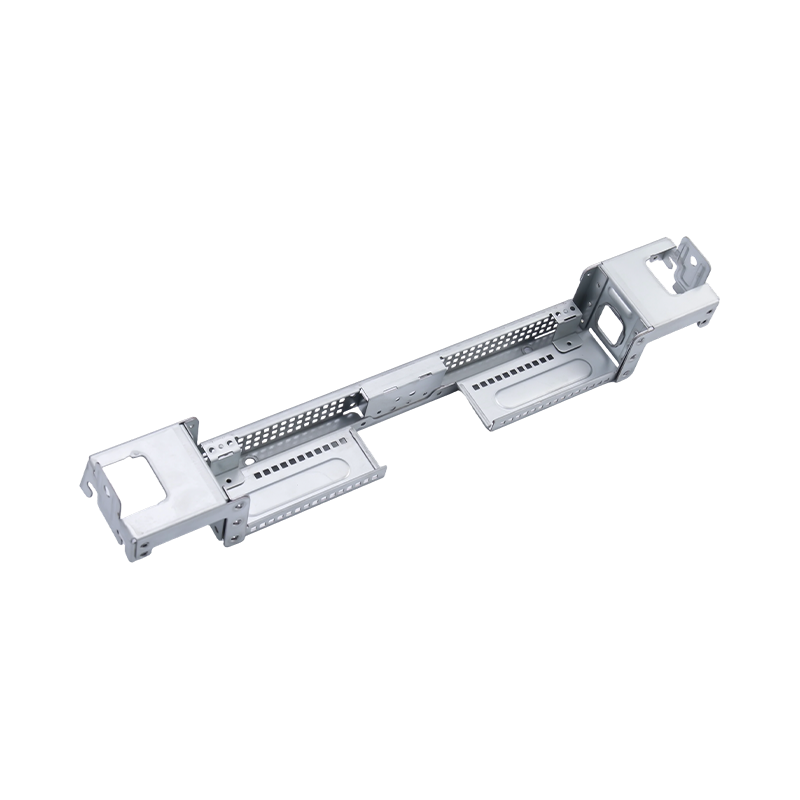
Summus finem magnum computatrum partes terunt
Noster Summus-finem magnas partes computantium ...
Industria News
Home / News / Industria News / Quomodo Provectus High-Strength Steels Muta Automotive Stamping Partes Manufacturing?
Quomodo Provectus High-Strength Steels Muta Automotive Stamping Partes Manufacturing?
2026-02-25
Quod AHSS Grades actu in? Automotive Stamping Parts
Ferri virium altum provectae non sunt materia una, sed familia systematum mixturae distinctae, unaquaeque machinata cum certa mechanismo microstructurali ad obtinendum eius complexionis vim ductilis. Intellectus qui gradus apparent in quibus applicationes partium autocinetorum impressio est principium intelligendi cur hae materiae processus tam fundamentaliter fabricandi mutent. Dual-phase (DP) chalybea — familia AHSS latissime diffusa — e matrice ferrite cum insulis martensitis dispersis constant, gradus sicut DP600, DP780, et DP980 compositum est magnae initialis operae obdurationis et elongationis bonae, quae illis convenit membris structuralibus ut B-columnis, areae crucis membra, et cancellos tectorum. Transformatio plasticitatis inductae (TRIP) chalybeis utuntur metastalibus austenitis retentis, quae gradatim ad martensitem transformat in formando, praebens absorptionem energiam eximiam quae aptas facit ad componentes criticos tanquam cancellos longitudinales et auxilia adfixum apta. Ferri martensitici (MS1300, MS1500) adhibentur ubi maximum robur est prioritas et formabilitas requisita modesta - supplementa tabulae rocker et portae intrusionis radiorum applicationes typicae sunt. Ferri torculari-formati (HPF), praesertim 22MnB5 cum efficiens AlSi, austenitizantur et tunc simul in mori refrigerato formati et extinguuntur, vires distrahentes supra 1,500 MPa producentes ut nullus processus frigidus formantibus partibus aequare possit sicut auxilia interiora et cuniculi A-columnae.
Delectu, qua gradus utendi pro parte autocineti data bitur, a positione partis in vehiculi structuram salutem impellitur, eius industria requiritur fragor morum administratio, et geometriae severitas formans. Compositio quae industriam gradatim per moderatam plicatilem (sicut frontem clausuram) haurire debet — utilitates ex alto labore obdurationis aeris DP vel TRIP, componentes, quae rigida manere debent et sub onere intrusioni resistere — sicut B-columna — extrema vi pressae formatae melius inservire possunt. Haec applicationis specialis gradus lectio significat ut unum corpus in albo vehiculo incorporare possit quinque vel sex gradus AHSS diversos, unumquodque discursum per varias instrumenta et condiciones prelo.
Severity et Compensation in AHSS Automotive Stamping Partes
Springback est una maxime consequentialis provocatio quae AHSS in partes productionis automotivas introducit, eiusque severitas in his materiis maior est substantialiter quam quaelibet miti ferro experta vel etiam altae vires humili-admixtionis conventionalis (HSLA) gradus. Causa fundamentalis est ratio fundamentalis cede-tensilis AHSS: DP980, exempli gratia, vim habet cede circiter 700-900 MPa et distrahens vires 980 MPa, dat rationem reddit 0.71-0.92. Ferrum mitis DC04 rationem cedat circiter 0,45. Quia magnitudine fontium est proportionalis ratio cedere viribus moduli elastici (modulus iuventutis pro chalybe est circiter 210 GPa cuiuscumque gradus), et AHSS vires cedens duas ad quater in eodem modulo ferro leniore altiores habet, elasticus elasticus qui post mortem apertionem recuperat est proportionaliter duo ad quater maior. In sectione canali 90° ex DP980 formata, fontis angularis 10°-16° ad parietes lateris communis ante compensationem, ad 2°-4° pro parte ferro aequivalenti comparata.
Compensatio strategies in praxi adhibita pro AHSS partium stampionis automotivae magis implicatae sunt quam simplex geometrica overbend quae pro ferro leni sufficit. Tres aditus de more componuntur;
- geometrica compensatio FEa-endum; Simulatio formans programmatum (AutoForm, Dynaform, vel PAM-STAMP) cum materia calibrata pro gradu specifico AHSS praedicat distributionem verbackum per superficiem. Geometria alea tunc in contrariam partem a veris retro praedictis moles morphed — processum emolumenti mori appellatum — ita ut pars ad nominalem geometriam post instrumentum foramen recedat. Ad partes structurarum automotivarum compositarum, hic processus typice requirit duos vel tres simulationis-compensationis cursus tryouts antequam moriatur geometria ad rectam compensandam figuram convergat.
- Forma post- restrike: Statio restrike dedicata coinquinationem vel ironingam onere applicat ad regiones maxime fontium pronos partium — latera et latera sectionum canalium typice — elastica contentionem adiectis convertendi ad plastici contentionem et ad venam recuperabilem reducendo. Vires pro DP980 restringere potest 150-200% formandi vim eiusdem geometriae in ferro leni, quod directe afficit tonnagium delectu prelo.
- Geometria optimization capita trahunt: Vim stringens globuli augens extendit materiam ultra suum cedens punctum quasi super capita defluentem, eam relinquens in altiori tensione statu in fine formandi. Superior tensiones in die apertionis significat minus differentiales accentus recuperare et praevidere magis, magis uniformis fons, quod facilius geometrica compensatur. Pro AHSS, capita capita et radiorum trahunt infensi magis quam in ferro miti versantur, et inde incrementum in vi possessoris blank aestimari debet pro capacitate pressa consilio.
Quam AHSS accelerat Die Verunt et Mutationes Tooling Requirements
Copiae formandae AHSS requisitae ad plastice deformandi sunt duo ad quadruplum altiores quam illae pro ferro leni eiusdem crassitudinis, et illae copiae elevatae directe ad super- ficies morientes sicut pressura contactus transmittuntur. Effectus est notabilis acceleratio in laesura moris lapsum - praesertim in radiis, ligatis in superficiebus et in marginibus ducta - quae intervalla conservanda breviat et instrumentorum totalem sumptus per partem productam levat. Mora producens mitem chalybem automotivam partes tationis, ut post 200,000-300,000 ictus repercussus esset; Eadem alea geometria DP780 formans post 80,000-120,000 ictus refrenare potest, si decedente materia et superficie curatio non upgraded ad superiores impressiones contactus aequandas.
Instrumentum materiae et superficiei tractationis militarium partium autocinetorum AHSS a miti ferro usu pluribus modis specificis differt. Comparatio infra summatim clavem upgrades vulgo applicatam:
| Die Component | Mitis Steel Practice | AHSS Practice |
| Mori materiam hauriendam | Ferrum ductile (GGG70L) | D2/SKD11 or DC53 tool steel |
| Trahunt radii superficiem curatio | Chrome plating vel flamma obdurationem | TiAlN vel TiCN PVD efficiens (2,800-3,200 HV) |
| Ferrum materia secans | SKD11 ad 58-60 HRC | DC53 vel PM instrumentum ferri ad 60-63 HRC |
| Superficies treatment Seneca | Nulla vel nitriding | Nitriding PVD tunica top, seu aspergine cermet |
| Regrend intervallum | 200,000-300,000 ictibus | 100,000-200,000 ictibus (cum upgraded materiae) |
Galling - tenaces translatio fabricae materiae super superficiem morientis - modus est imprimis damnosus defectus cum galvanized AHSS formans. Stannum in tunica galvanized ferro DP vel TRIP facile ad superficiem morituram transfert sub altas impressiones contactus AHSS formantis, et zinci constructum constructum tunc pereuntis partes subsequentes. DLC (diamond-sicut carbonis) coatings optimam anti-acrum effectionem galvanized AHSS demonstraverunt quia summa humilitas energiae DLC adhaesionem zinci inhibet, sed DLC moderata stabilitas temperaturae (degradatio supra 300°C incipit) procurare debet adaequatam lubricationem ad custodiendam superficiem temperatam mori infra hoc limen in productione.
Press Electio et Tonnage Requisita pro AHSS Automotive Stamping Partes
Vis formatio requisita ad partes AHSS automotivas signaturae directam et significantem ictum in delectu torculari habet. Vis blankingum datae perimetri incisi proportionalis est ad vires distrahentes ultimae materiae, significationem quam blank DP980 requirit circiter 2.5 vicibus tonagium blank DC04 in eadem crassitudine et perimetro. Ad magnam partem structuralem automotivam — columnae B exterioris vel pavimenti longitudinalis rail — vis blanking solum 800-1, 200 tonnas pro DP980 attingere potest, pressa necessitatis in 1,500-2,500 centena millia, quae capacitatem marginem adiectivam incorporant, ut operandi ad apicem rating vitandum. Currens torcular constanter ad 90% suae tonnagium cum AHSS aestimatum accelerat lassitudinem prelo, nexum fulminis indutum, et crankshaft gestationem in rates ferens quae cedulas calibratas ad sustentationem ferri lenis productionis non praeveniet.
Servi technologiae diurnariae significantia commoda praebuit pro AHSS automotiva signandi partes super conventionales musca agitatae eccentricis torcularibus. Facultas programma arietis arbitrarii motus profiles - magis quam sequentes curvam sinumoidalem fixam - permittit servo incumbere ut arietem tardet per zonam formatam ubi AHSS fons back est sensitivus est ad celeritatem formandam, ad constantiam dimensivam augendam. Etiam permittit torcular habitare ad fundum mortuum centrum pro tempore programmabili, quod ostensum est reducere fontem in AHSS per 15-25% ad partem aequipollentem sine inhabitatione comparatam, quia pressio sustentata relaxationem accentus formatam in geometria antequam mori aperit additos patitur.
Hot Press Formando: Separatum processum ad summum virtus Automotive Stamping partes
Calidum torcular formans (HPF), etiam pressum obdurationem vel calcationem vocatam, fundamentaliter diversam fabricandi accessum ad summas vires automotivas partes stampas - quaerunt vires distrahentes supra 1000 MPa quae effici non possunt per frigora efformantia sine scaetrophicis fontibus vel fractura. In directo HPF processu, blank ex ferro 22MnB5 boron ad circiter 900-950°C calefactum (supra temperatura austenitantem) translatum ad morientem refrigeratum aquae molli austeniticae conditionis formatum, dein in clauso die ad refrigerationem moderatam supra 27°C/alteram redactam, ut in microstructura cum distrahente 1,500-1, MP, in parte distrahenti, in parte 1,500–600 perfecte martensiticae, cum distrahendo robore effectae, in clauso moriatur, moderato refrigerante supra 27°C/.
Implicationes pro automotiva partium infrastructurae fabricandorum partium signaturae substantiales sunt. HPF requirit cylindrus fornaces focales ut calefaciendi codicellos uniformiter ad intra ±10°C scopum austenisandi temperamentum, transferendi systemata quae moveant blank a fornace ad torcular in sub 7 secundis ne nimiam stillam temperie, aqua refrigerata perit cum praecisis machinatis alvei refrigerationis extensionis quae exstinguere rate aequaliter trans superficiem obtinent, et premunt moderamina quae statim moriuntur post clausuram pressionis. In hac infrastructura collocatio ordo magnitudinis altior est quam linea conventionalis frigidae-magnitudinis partis aequipollentis, sed solus processus est qui certos efficit 1500 MPa distrahentes partes virium quae modernae vehiculi structurae tutae requirunt in locis intrusionibus criticis.
Artifices enim partium autocinetorum terunt transitus ad AHSS et HPF navigantes, clavis operationalis veritas est materialis cognitio, simulatio, facultas, instrumentum ad obsidendum, et ad technologiam comprimendam omnes simul progredi debent. Upgrading unum elementum separati - exempli gratia, mutans ad AHSS sine materia vel tonagium pressis interientibus - constanter in vita mori, partim qualitate et stabilitate productionis fructus offensiones producit. Artifices qui AHSS partes automotivas stampas fecerunt, delectu materiali tractant, formando simulationem, moriendum consilium, tractationem superficiei, et programmandi programmationem machinandi systematis integrati potius quam sequelam decisionum independentium..

Prior Post
Quid interest inter Traditionalem et Simulationem Optimized Automotive Stamping Dies?
Proxima Post
Cost Comparison: Metal Stamping Parts VS Metal Drawing Part Products in 2026
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
