
-
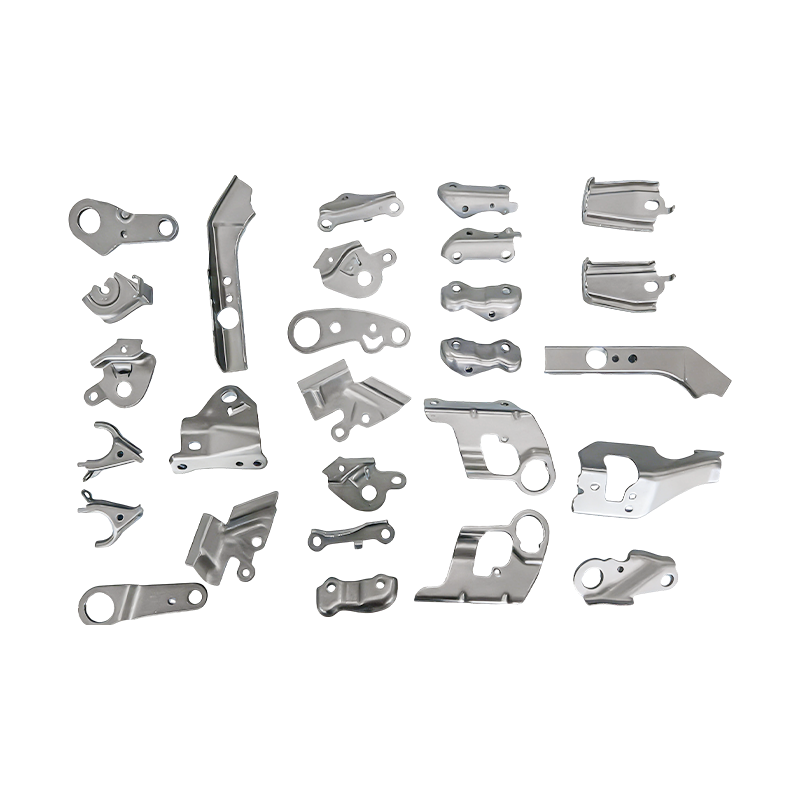
Partes automotivae parvae partes progressivae moriuntur partes terunt
Nostrae partes parvae automotivae partes gradiv...
-
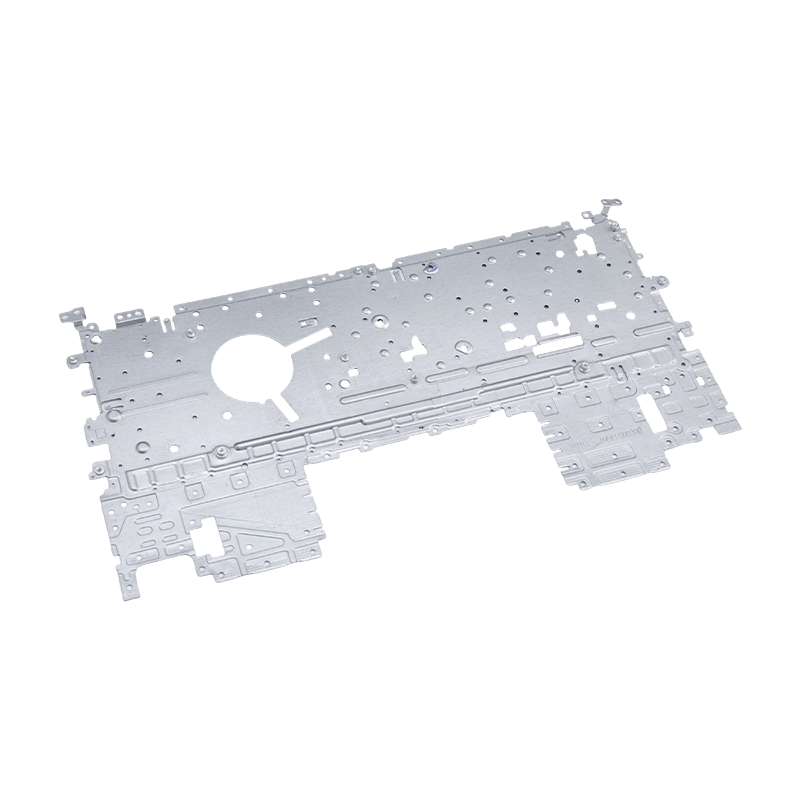
Laptop terunt partes
Nostri laptop signaturae partes sunt praecisio-...
-
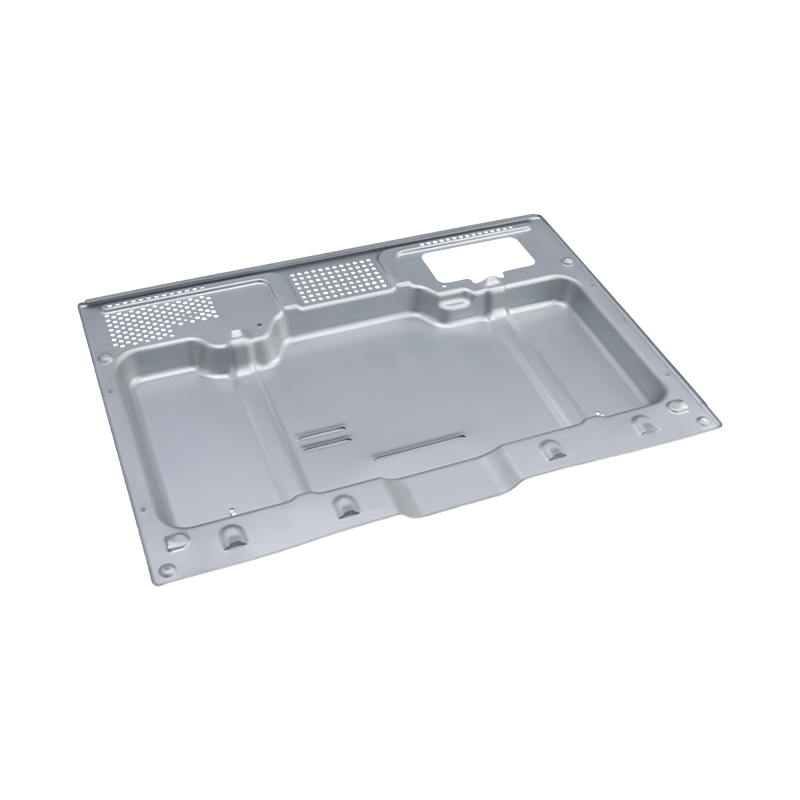
Summus terminus clibano terunt partes
Noster Summus-finis clibani partes signaturae s...
-
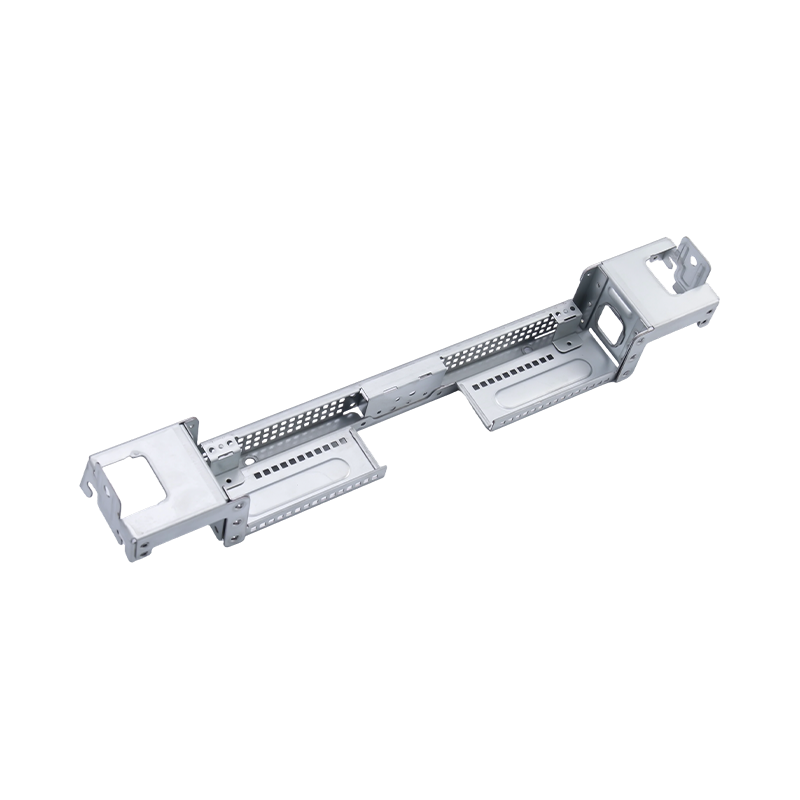
Summus finem magnum computatrum partes terunt
Noster Summus-finem magnas partes computantium ...
-
Parvae partes signatae pro laptop et telephoniis gestabilibus
Ut partes internae essentiales pro modernis ele...
Industria News
Dux ad Deep Drawing Metal Stamping Dies ad Automotiva Partes
2026-03-30
Fundamenta profundi Drawing in Metal Stamping Dies
Integer in vestibulum erat, Metal Stamping Dies serve sicut spina ad massam producendi certa metalla composita. Inter varias operationes signandi, alta extractio eminet processu critico ad schedam planam mutandam in formas cavas tres dimensivas. Dissimilis simplex flexio vel secans, alta attractio involvit urbanum virium commercium ubi ferrum metallum blank in cavum morientium cogit. Primarium propositum est regere fluxum materialium, ita ut schedam extendat et influat in optatam geometriam, quin ullum afferat integritatem structurae eius vel crassitudinem uniformitatem. Hic processus necessarius est ad partes creandas quae significant profunditatem requirunt respectu eorum diametri, postulatio communis in industriis vndique a bonis consumptis ad graves machinas.
Mechanica altae tractus in materia plastica deformatio gravatim nituntur. Ut ferrum descendat, metallum blank trahitur super radium mori. Area blank, quae super foramen moriuntur, fit murus calicis vel partis, dum exterior bracteis radiatim introrsum trahitur. Haec ducta radialis efficit diametrum ad refugiendum LABIUM, quod naturaliter inducit upupam compressivam passiones. Si hae passiones non recte administrantur, materia fibula erit, rugas ducens. Econtra si accentus distrahens in pariete poculi superat materiae vires cedentes, pars disrumpet vel resiliet. Ergo consilium Metalli Stamping Dies ad alta trahendi non solum est circa figuram; id est de accentus procuratio.
Materia fluxum et praecavendis defectibus moderantum
Ad bene profundo ducatur, fabrum parametris adamussim moderari debet ut vis blank possessor et alvi moriatur. Tenens blank, seu codex pressus, certa copia vis ad blank applicat. Haec vis aequilibritati est: satis eminens debet esse ne materia rugatione intus influat, sed humilis satis est, ut materiam libere in cavum defluat. Si vis nimis alta est, materia fluere non potest, ducens ad fracturam extenuantem et eventualem ad radij ferrum. Si nimis humilis est, compressive in LABIUM extollit rugas deformes et structuram infirmas.
Mori alvi cardo est alius factor. Agitur ibi de gap inter ferrum et maceriam mori. In regula alta extractione, alvi crassitudo typice paullo maior est quam schedae crassitudine, ut materiam sine ironing nimia fluere patiatur. Attamen in processibus quae "exiliens profunda extractio" vel "ironing" dicitur, alvi ex intentione minor est quam crassitudo initialis materialis. Hic parietis crassitudinem reducit et partis altitudinem auget dum superficies perficiat et accurate dimensiva augeat. Ad faciliorem hunc fluxum et frictionem reducendam, quae calorem et lapsum generat, lubricatio critica est. Provectus lubricantes et superficies coatings in ipsa alea adiuvant extendunt mori vitam et partem qualitatis constantem efficiunt.
Vitia Communia et Solutiones
- Wrinkling: Per nimiam compressionem accentus in LABIUM. Solvitur augendo vim possessor blank vel utens globulis ducatur ad restringere fluxus.
- Fractura/Tearing: Fit accentus distrahens materiales fines excedit. Solvitur augendo alvi mori, lubricationem emendare, vel furnum materiam ad ductilis restituere.
- earing: Inaequalis altitudo in summitate partis extractae ob anisotropium in metalli grani structura. Regitur per optimizing blank intentionem vel tondet operationes.
Integrationem cum Progressive Moulds pro Automotive Partibus
Cum unius scaena profunda tractus communis est pro partibus magnis et simplicibus, industria automotiva saepe summus volumen requirit complexorum productionem. Hoc est ubi Progressiva formas partium automotivarum pernecessarias fiunt. In progressivo morientes paro, metallum per multiplices stationes intra unius mori clavum pascitur. Unaquaeque statio aliam operationem efficit - penetrans, inflexio et tractus - donec pars finita in statione finali producitur. Integratio profunda attractio in progressivum alea technice provocat quia materia inter stationes ferri debet quin figuram attractam pervertat.
Artifices autocineti his formis progressivis utuntur ut omnia ex parvis iunctis uncis ad elementa maiora efficiant. Exempli gratia, productionis partium systematis cibus vel partium exhauriendi saepe seriem trahendi gradus intra lineam progressivam involvit. Commodum est in celeritate et constantia. Per translationem partis automando ab uno gradu ad proximum deducendo, artifices milia partium per horam cum minimo interventu hominum producere possunt. Nihilominus consilium progressionis formae ad partes automotivas accuratam considerationem "portatoris habenae" requirit, quae partem permovens per mortem tenet. Tabellarius satis validus est copias extractiones sustinere sed facile ab ultima parte separare.
Provectus Design structuralis pro Complex Geometries
Cum consilia autodynamica magis fiunt aerodynamica et regulae securitatis strictiores, multiplicitas geometrica partium impressarum augetur. Vexillum altum trahens saepe perit in uno ictu vel figuras debitas profunditates consequi non potest. Quapropter Instituta propria consiliorum technicorum obviam evecti sunt. Haec consilia permittunt pro multi-state intra unum ictum pressum vel per multiplices operationes formantes, ut etiam intricatissimae partes concavae efficienter effici possint.
| Mori Type | Munus | Applicationem |
| Inversa Coepi Deep Tractus | Ferrum sursum movetur, sive mori deorsum versus est, ut partem ab interiore parte ab initio moveat. | Usus est pro partibus altae stabilitatis in primo statu formandi. |
| Blank Holder-minus inversa Drawing | Partem in contrariam partem redintegrat sine blank possessor tradito, fretus mori geometriae. | Specimen diametri reducendi dum altitudo in gradibus suis crescat. |
| Geminus-Die tenui Drawing | Duobus concentricis utitur ad maceriam macerandam perit crassitudine, insigniter dum partem elongat. | Vestibulum summus pressura cylindros vel ipsum autocinetum insterni. |
Reverse Drawing Techniques
Reverse TRACTATIO potens est ars adhibenda cum pars altius haurienda est quam materia permittit in unum tractum. In hoc processu, scyphum partim extractum intus eversum vel ductum in contrariam partem in statione proxima. Hic labor aliter materiam obdurat ac maiorem profunditatem ut- diametri rationibus concedit. Blank possessor-minus econtra profunda extractio perit praecipue hic utilia sunt, ut structuram instrumentorum simpliciorem reddant, servato dominio super fluxum materialem durante processu inversione.
Enhancing Die Vita et Superficies Quality
De diuturnitate Metal Stamping Dies directe connectitur cum qualitate superficiei partium productarum et cost-efficentia lineae vestibulum. Alta attractio significantem frictionem et pressionem implicat, quae ad acerba (materia adhaerente mori) et induere potest. Ad hoc pugnandum, moderni morientes fabricandi artes expoliendi et efficiendi progressi utuntur. Radius poliens mori ad speculum attritus metam reducit, sino metallum ad lenius. Praeterea tunicae ut Titanium Nitride (TiN) vel Diamond-Like Carbon (DLC) applicantur ad superficiebus laborantibus mori.
Hae tunicae superficiem duram et humilem frictionem praebent quae abrasioni et corrosioni resistit. In contextu progressionis formas partium automotivarum, ubi uptime criticum est, obductis perit frequentiam cessationum sustentationum et ex parte rejectionis rates minuunt. Accedit electio materiae mortis pendet. Summus carbon, summus instrumentum chromium chalybeorum saepe usus est ad resistendum, dum carbida carbida inserta adhiberi potest in applicationibus summus voluminis, ubi extremae durabilitas requiritur. Firmo consilio fabricando componendo cum machinatione superficiei, artifices possunt efficere ut alta extractio moriatur supra decies centena milia cyclorum fideliter praestare.
Applications in Modern Automotive Vestibulum
Applicatio technologiae profundae extractionis est ubiquitous in regione autocineta. Una maxime classica est fabricatio lacus autocineti cibus. Haec elementa implicationem et concavam figurarum requirunt quae pressuram internum et ictum externum sustinere possunt. Alta tractus permittit ut harum inconsutibilium vasorum ex scheda metallo condito, ad integritatem rimam probandam praestandam. Similiter pelves electrum subsidet, dum bona consumenda, principia fabricandi eadem communicant, processus mobilitatem demonstrans.
In tempore vehiculorum electricorum (EVs), postulatio partium attractarum alta facta est. Pugna casings, infucationes motoriae, et pixides structurae ruinae saepe profunde utuntur processibus trahendi ad solvendum saepta leve pondus adhuc validum. Facultatem ad materiam extenuandi in processu trahendo (alto tractione extenuante) adiuvat reducere altiore pondus vehiculi, quod est criticum ad dilatandum altilium spatium. Industria ad materias leviores sicut aluminium et validum ferrum movet, munus speciale Metal Stamping Dies magis prominentem fit. Machinatores debent aptare consilia mori ad tractandas notas et formabilitates limites horum antecedens admixtionum diversarum fontium, ut posteros vehiculorum generatio tam tuta sit et efficax..
Prior Post
Precision Stamping Dies for Electronics & Home Appliances: High-Efficiency Manufacturing Solutions in 2026
Proxima Post
Metal Stamping & Drawing Parts Guide
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
