-

Automotive motricium partium habitationi terunt
Partes autocinetae motoriae habitationum signat...
-
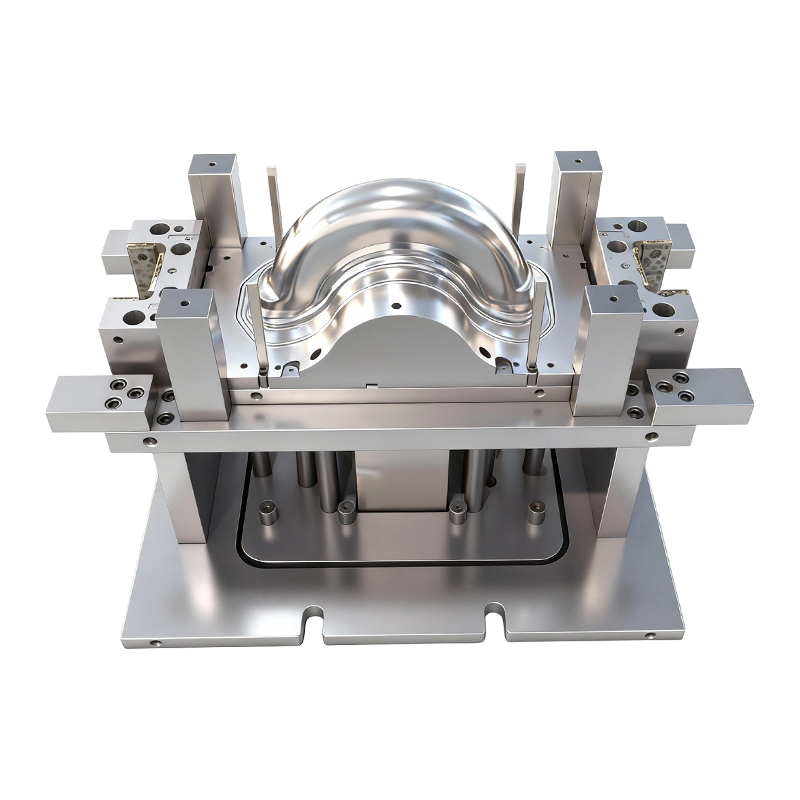
Alta trahens formam pronao et postico rotarum duarum rotatorum electrica vehiculis
Alta haec forma trahens pro rotis anterioribus ...
-
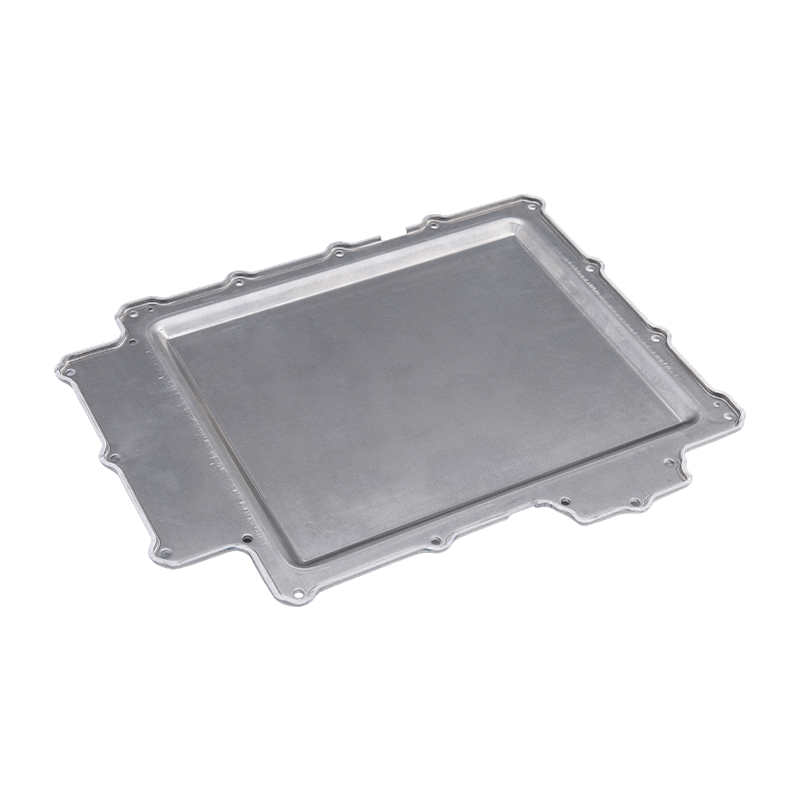
Pugna partes operculum terunt
Nostris altilium operculum figurationis partes ...
-
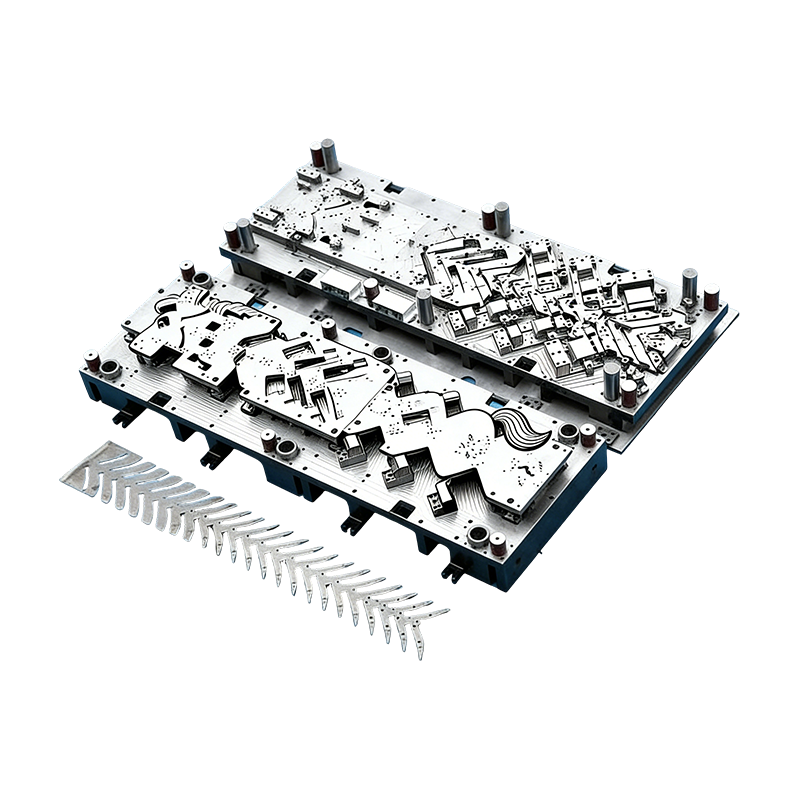
Progressivum formas pro partibus autocinetis
Continua haec forma pro habitationi motore auto...
-
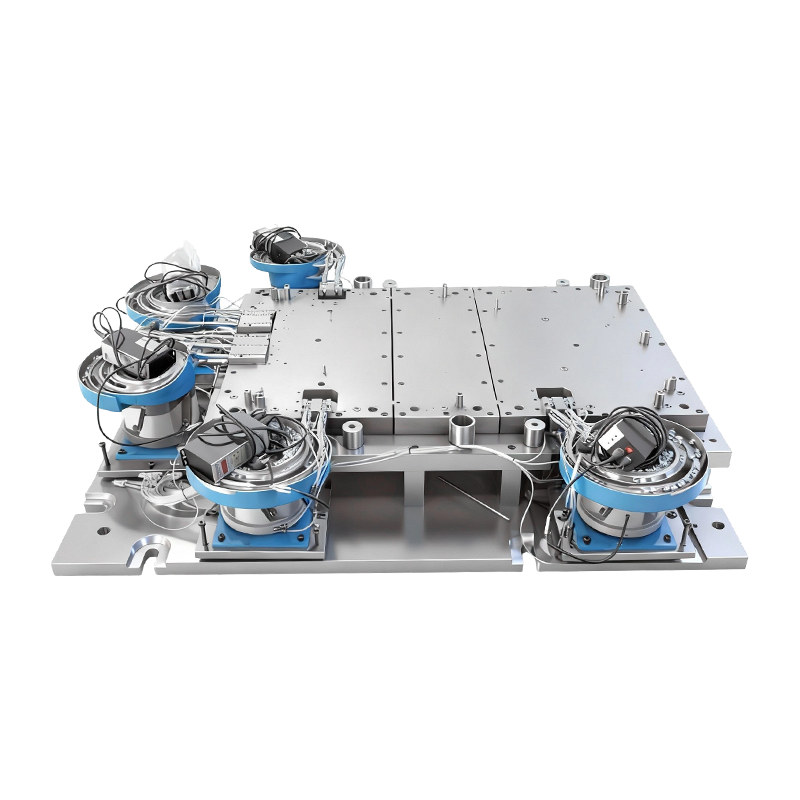
Lorem riveting fingunt pro magnas machinae computatrum basi
Hoc Automatic Riveting Mold pro Large Computer ...
Industria News
Home / News / Industria News / A Corpus Tabulata ad Pugna Casings: Engineering Post Automotive Profundus Drawing Dies
A Corpus Tabulata ad Pugna Casings: Engineering Post Automotive Profundus Drawing Dies
2026-04-21
Quid Automotive Stamping Dies et quomodo operantur
Automotive bitur perit Praecisiones instrumentorum instrumentorum ad formetum laminae metallicae planae in complexu trium dimensivarum partium per deformationem plasticam moderatam. Inter varias; drawing moris and alta drawing perit maxime critici sunt ad partes cavas vel cupasas informes producendas — ab ostio tabulata exteriora et cucullas ad saepta altilium et auxilia structuris.
Alta processus tractus extractionis operatur premendo blank metallica plana in cavum morientis utens ferrum, dum blank possessor applicat vim moderatam ad dirigendum metallum fluxum et vitia praecavenda. Dissimilis formans vadum, extractio profunda rationem consequitur extractionem — proportio diametri blank ad ferrum diametri — quae vulgo 2.5:1 excedit, ut productionem partium altiorum significantium respectu earum latitudinem efficiat. Eiusmodi capacitas necessaria est applicationibus automotivis in quibus implicatae geometriae ac structurae integritas coexistere debet.
Completum mori conventus typice continet quattuor principales partes:
- The punch , quod corpus deformat metallum blank deorsum in cavum
- The die (foemina femina), quae formam exteriorem formaeque formatae definit
- The blank possessor , quae pressionem schedae metallicae aptabilem premit ad fluxum materialem administrandum
- The set mori (basis et conventus ductor), qui certam dam et iterabilem efficit per cyclos productiones
Una, haec elementa machinari debent cum gradibus tolerantiae typice habendi ±0.02mm , accurationem dimensivam per altum volumen productionis currit quae centena milia partium per annum attingere potest.
Key Design Criteria for High-Performance deep Drawing Dies
Cogitans efficax profunda extractio perit ad automotivam usus requirit conpensationem multiplex certandi ipsum postulatum. Miserum consilium ducit ad crepturam, rugationem, fontes, vel praematurum instrumentum vestium, quae omnia directe augent sumptibus et downtime productionis. Parametri sequentes centrales sunt ad assequendum consistentes, defectus liberorum output.
Blank Holder Force Control
Blank vi possessor (BHF) est unus ex gravissimarum variabilium in profundo processu trahendi. Insufficiens BHF facit schedam metallicam fibulam et rugam intus influentem; nimia BHF fluxum materialem restringit et ducit ad radium ferrum discerpendum vel crepuit. Modern eget perit terunt utere hydrau vel servo-regenti blank tenentes capaces dynamice accommodandi pressionem per cyclum ictum — saepe variantes ab 20% ad 80% maximae vi pendentes pro profunditate et materia formando.
Superficiem perfice et friction reductione
Mori superficies in contactu cum scheda metallica debet consequi metam ultra lenis ad attritionem extenuandam ac pungentiam inducendam. Industria signa summus perficientur alta drawing perit eget superficies asperitas Ra ≤ 0.05μm per expolitionem, chromam duram, seu corporis vaporum depositionis (PVD) perpolitionem effectam, qualia sunt TiCN vel DLC (carbo carbonis adamantinosa). Hae coatings etiam significanter instrumentum vitae extendunt, postea intervalla in ambitus molis efficiendi minuentes.
Modular Tooling Architecture
Structurae modulares mori permittunt singula membra, ut pugnis, iniiciunt, vel segmenta vestis tenentis, independenter restitui potius quam plenam mori substitutionem requirunt. OEMs ad autocinetum multiplex exemplar variantes in communibus suggestis currit, modularitas 25-40% instrumentorum instrumentorum ab 25-40% et vicis ab horis ad minutas minuit. Hoc consilium accedens etiam sustentationem schedulingarum simpliciorem reddit et citius aptationem efficit ad ordines mutandos ingeniarius (ECOs).
Applications in Traditional Vehiculis Electric Vehiculis vs
Dum Mechanica fundamentalis profundae tractus constantes manent, requisita specifica pro vehiculis electricis et electricis (EVs) substantialiter differunt - differentias in materias, geometrias, ac prioritates structuras reflectentes.
| Parameter | Traditional Vehicula | Electric volutpat |
|---|---|---|
| Materiae primariae | Ferrum mitis, HSLA chalybe | aluminium mixturae magnesii aluminium |
| Typical Ratio drawing | 1.8:1 - 2.2:1 | 2.5, 1 et supra |
| Key formatae components | Tabulae fores, cucullae, trunci opercula | Altilium casings, motor housings, area emuncta |
| Tolerantia postulationem | ±0.05mm (tabulae corporis) | ±0.02mm (claustra altilium) |
| Die materiali provocatio | Gere resistentiam pro ferro formando | Galling praeventionis mollibus admixtis |
Ad specialia applicationes EV; drawing dies ad magnesium-aluminium admixto altilium casings singulares provocationes spectent. Hae admixtiones leves quam ferrum minus ductile habent et proniores ad renascentia et superficies scoring sunt. Moritur in his partibus typice machinatis instrumentis calefactis (calfaciendo ad 200-300°C formando) ad emendandum fluxum materialem, una cum specialioribus ductibus partus canalibus insertis in structuram morientis ad conservandas conditiones frictiones constantes per longam productionem decurrit.
Simulatio Technologies et intelligentis Cras in Die Engineering
Modern eget perit terunt evolvuntur in conjunctione cum suggestis simulationis provectis antequam aliqua instrumenta corporis producuntur. Elementum finitum analysin (FEA) programmatis — inclusis instrumentis ut AutoForm, Pam-Stamp, et LS-DYNA — machinas permittit virtualiter simulare totum processum formantem, extenuantem distributionem praedicens, zonas periculosas rugiens, magnitudines fontium, et blank possessor pressionem requisita cum summa diligentia.
Simulatio typica workflow pro complexu profunda componentis stricto includit:
- Materia ratione initus — cede vires, n valorem
- Formare modum tabula (FLD) analysis — notiones tuta, marginales, et zonae defectum intra formatam partem
- Springback ultricies modeling - praenuntians elasticam recuperationem et prae-compensans mori geometriam ad consequi finalem rete figuram
- Die tryout virtual iteratio - reducendo physica tryout circuitus ab 10-15 ad pauciores quam 5 per partem, salvis significativis et materialibus sumptus
Ultra consilium, rationes vigilantiae intelligentes magis magisque in productione infixa sunt alta drawing perit ipsi. Piezoelectric vis sensoriis metiri real-time blank possessor vim distributionis, dum sensoriis acoustic emissionem deprehendunt prima signa acerba vel materialia crepuerunt antequam partes defectivae producuntur. Data ab his sensoriis in fabricandis systematibus (MES) perficiendis, ut processum ansarum claudit imperium, quod parametris dynamice accommodet prementibus - stabilitatem dimensionalem servans, sicut materiae massae proprietates inter coil sortes variant.
Materia Electio et Superficies Curatio pro Vita Longi Instrumenti
Ministerium vita drawing dies in summo volumine productio automotiva est factor oeconomicus criticus. Tabula corporis typica mori statuto expectari potest ut 500,000 ad 1,000,000 partes producere antequam maiorem refurbistionem requirat. Hoc assequendum requirit diligentem delectu materiae moriendi et curationes superficiei comparatas in volumine materiali et productionis fabricandi.
Commune alea materies in autocineto adhibita bitur includit:
- Ferrum ductile (GGG70L) - cost-effective pro low-ad medium volumen perit, bona machinabilitas sed durities inferior (58-62 HRC post curationem)
- Instrumentum ferri (D2, DC53) - altior duritia et resistentia induuntur, praelatus est summus volumen ferro formans interire
- Carbide adiicit - applicata ad zonas contactus altas ut radii morientes et globuli trahunt, ad vitam localem pertinentes a 3-5× ad instrumentum ferrum solum comparatum.
- aluminium aeneum alloys - usus pro perit formato aluminium vel magnesium workpieces prohibens videautur propter dissimilem materiam HYMENAEOS
Curationes superficiei applicatae cum machinis et caloribus curationes perficiendi augendae adhuc augendae sunt. Nitriding auget duritiem superficiei 70 HRC servato nucleo duritiem. PVD coatings ut TiAlN duritiem excedentem 3,000 HV praebent et coefficientes frictiones minuunt ab ~0,15 ad infra 0.05 — directo transferendo ad extenuandum in EV leve pondus redactum, ubi muri crassitudo uniformitas critica est pro pugnae instrumenti obsignatione et structurali effectione.
Accommodans Automotive Stamping Dies ad Lightweighting et Summus Fortitudo Trends
Industria autocineta accelerans mutationem ad leve pondus — ab utroque EV range efficientiae et emissiones normae acti — fundamentaliter postulationes in se recipiunt. eget perit terunt . Ferri ferri fortitudo (AHSS) cum distrahentibus viribus supra 1,000 MPa, sicut etiam 6xxx et 7xxx series aluminii mixtorum, magis magis reponunt conventionalem mitem ferrum in applicationibus structuralibus. Hae materiae significanter altiores copias formantes, accuratius BHF imperium requirent, et auctae ver retro rationes suas praedecessoribus comparatas sunt.
Ad artifices commeatus in hoc mercatu evolvendo perit, responsio multiplex directionalis fuit. Mori structurae cum altiore rigore redintegrantur ad resistendum augendis oneribus formandis sine erroribus dimensivis obflexionibus efiectis. Canales refrigerationis et calefactionis integrantur in corpora mori, ut foveantur aluminium et ferrum boron calidum vel calidum. Processus tryout simulationis agitatae sunt comprimentes evolutionem timelines sicut pars multiplicitas augetur.
Denique, alta drawing perit ad postero-generationem autocineticam et EV compositarum arctius tolerantias simul liberare debent, longiorem vitam serviendi, celerius instituendi, et compatibilitatem cum latiore materiae provectae amplitudine. Hoc statera assequendum requirit accessum integralem machinalis - componendo praecisionem fabricandi, progressui coatingendi, processum reali temporis vigilantiae, et scientiarum materialium peritiam — positiones altas extractionem technologiae mori tanquam nucleum efficacem industriae automotivae transformationis.

Prior Post
Metallum Stamping Partes: Genera & Applications
Proxima Post
Cur Aluminium Alloy reposuit Steel in Electronic Partibus Stamping
nostrum Products.
Satus Negotia tua cum OEM Manufacturer hic!
Praebere global customers cum completum rursus-key solutiones
per
innovatio!
ORIGINAL LINKS
NUNTIA
CONTACT INFO.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
No. 118 Yexin Road, Wujiang Economic Zonam, Suzhou, China
Copyright © Suzhou Shuangqisi Molde ipsum Co, Ltd. All Rights Reserved. Custom Stamping Die Metal Stamping Die Nulla
